
Understanding Liquid Ring Vacuum Pumps: When and Why to Choose Them

Vacuum technology powers countless industrial processes, from food production to chemical manufacturing to energy generation. Among the many vacuum technologies available, liquid ring vacuum pumps have carved out a special niche for applications that require reliable, durable, and low-maintenance solutions—especially when handling vapor-heavy, wet, or corrosive gases.
Atlas Copco, a global leader in vacuum solutions, offers a full range of liquid ring pumps designed to meet these tough industrial demands. In this blog, we’ll explore what liquid ring pumps are, how they work, when they’re the best choice, and why Atlas Copco’s designs outperform the competition.
📞 Need help choosing the right vacuum technology? Call Industrial Air Services at (615) 641-3100 for expert advice and service across Nashville, Knoxville, and Chattanooga.
How Liquid Ring Vacuum Pumps Work
Liquid ring pumps use a rotating impeller housed eccentrically inside a casing. A sealant liquid—usually water—enters the pump along with the gas to be compressed. As the impeller rotates, centrifugal force throws the liquid outward, creating a rotating liquid ring.
This liquid ring traps pockets of gas between the impeller blades and the casing. As the impeller continues rotating, these pockets are compressed and pushed toward the discharge port.
Key characteristics of liquid ring operation include
Handling large volumes of vapor without contamination
Ability to compress saturated gases without condensation issues
Resilience to liquid carryover without damage
Simple, robust design with very few moving parts
Because of these properties, liquid ring pumps thrive in wet, dirty, and corrosive environments where other vacuum technologies might struggle.
When to Choose a Liquid Ring Vacuum Pump
Liquid ring pumps are not ideal for every application, but in the right environment, they offer unbeatable advantages.
Choose a liquid ring pump when
The process gas contains significant moisture or vapor
Corrosive or chemically reactive gases are present
High reliability is critical in challenging conditions
Oil-free operation is important (when water is used as the sealing fluid)
Low noise and smooth operation are desired
They are especially useful in industries like
Chemical processing (vapor recovery, distillation)
Pulp and paper (dewatering, vacuum forming)
Power generation (steam turbine evacuation)
Food and beverage (de-aeration, vacuum packaging)
Oil and gas (flare gas recovery, refining)
Atlas Copco’s Liquid Ring Vacuum Pump Series
Atlas Copco’s range of liquid ring pumps includes
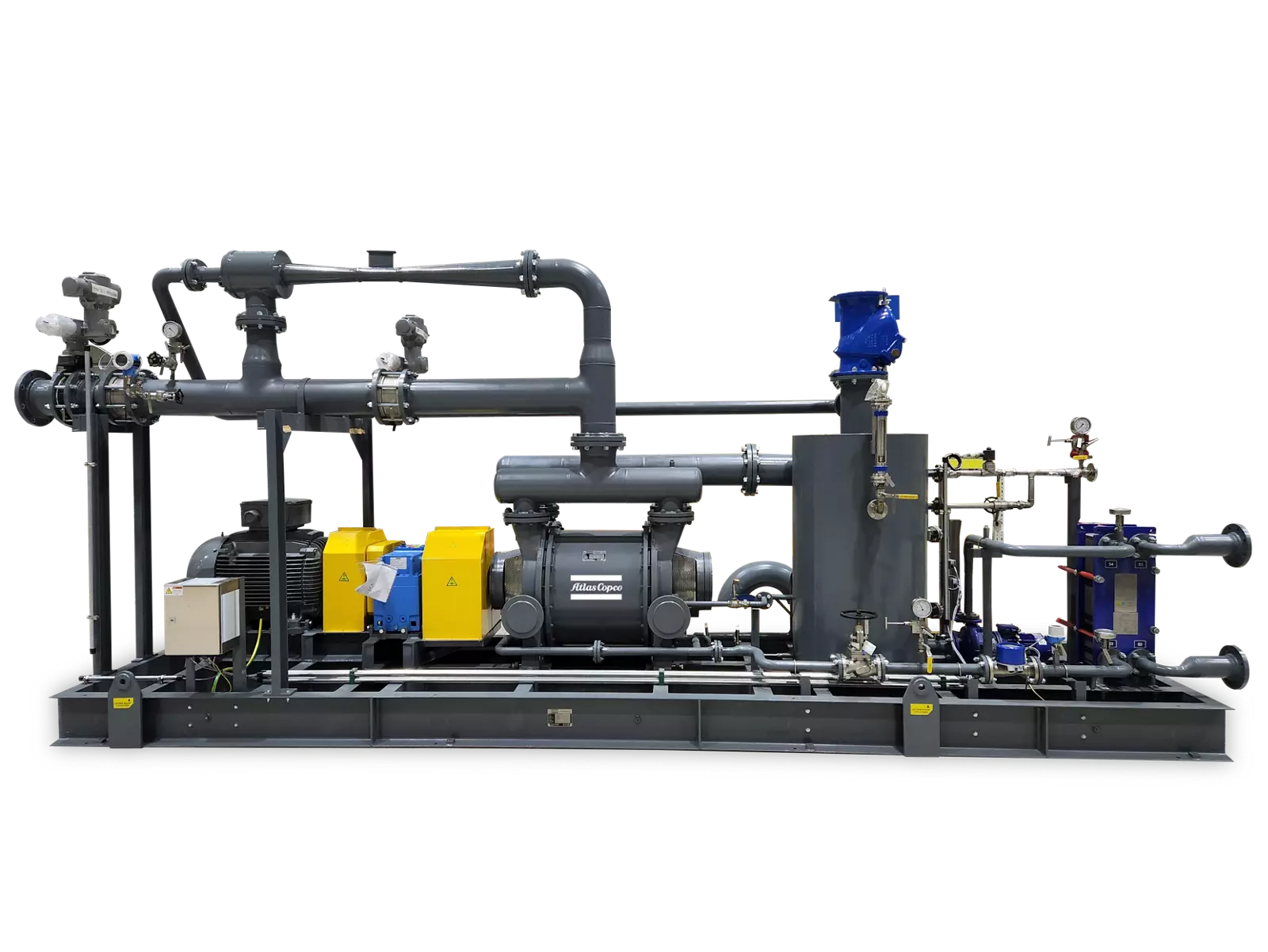
AWL Series: Compact, single-stage liquid ring pumps designed for wet processes and moderate vacuum levels
AWS Series: Standard two-stage pumps optimized for deeper vacuum levels and higher gas throughput
AWD Series: Heavy-duty two-stage pumps for demanding, corrosive, or high-temperature applications
AWC Series: Custom-configured systems combining pumps, separators, and control panels for turnkey installation
Each series is engineered for maximum uptime, efficiency, and flexibility. Pumps are available with a range of materials of construction including stainless steel, bronze, and cast iron to handle corrosive or abrasive gases.
Advantages of Atlas Copco Liquid Ring Pumps
Robust Construction
Atlas Copco designs their liquid ring pumps with heavy-duty components, including corrosion-resistant casings and impellers, to extend service life even in the harshest environments.
High Efficiency
Modern design optimizations such as improved impeller profiles and optimized fluid flow channels increase volumetric efficiency and reduce energy consumption.
Quiet Operation
Liquid ring pumps operate with smooth, continuous compression, resulting in much quieter noise profiles than other types of vacuum pumps.
Minimal Maintenance Requirements
With fewer moving parts, no internal metal-to-metal contact, and simple mechanical seals, Atlas Copco liquid ring pumps require very little preventive maintenance compared to dry screw or oil-sealed rotary vane pumps.
Flexible Fluid Options
While water is the most common sealing liquid, Atlas Copco pumps can be configured to operate with specialized fluids such as glycol, solvents, or oils depending on the application.
Real-World Example: Chemical Recovery Plant in Alabama
A specialty chemical manufacturer in Alabama needed a vacuum system for recovering solvent vapors from a batch distillation process. The gas stream contained high moisture content and traces of corrosive acids.
Industrial Air Services evaluated the process and installed two Atlas Copco AWD Series liquid ring vacuum pumps, constructed with stainless steel wetted parts for corrosion resistance.
Results after 18 months
Zero unscheduled maintenance events
Consistent vacuum levels even with fluctuating load
Reduced energy consumption compared to legacy pumps
Solvent recovery rates increased by 12% due to stable vacuum
📞 Considering a liquid ring system for your process? Call Industrial Air Services at (615) 641-3100 for a consultation.
While dry screw pumps are more energy-efficient in dry gas applications, liquid ring pumps dominate when moisture, wet vapors, and dirty gases are involved.
Maintenance Tips for Liquid Ring Pumps
To maximize the life and efficiency of a liquid ring pump
Use clean sealant liquid (filtered water or treated fluid)
Monitor sealant temperature to prevent overheating
Inspect and maintain mechanical seals periodically
Flush the pump when handling sticky or corrosive media
Follow Atlas Copco’s recommended service intervals and use OEM parts
Industrial Air Services offers preventive maintenance contracts to keep your vacuum system operating at peak performance.
Why Choose Industrial Air Services for Liquid Ring Vacuum Solutions
Industrial Air Services is your trusted source for Atlas Copco liquid ring pumps across Tennessee. Our services include
On-site vacuum audits and system design
Pump sizing and materials consultation
Installation and commissioning
Preventive maintenance and emergency service
OEM parts, rebuild kits, and fast repair turnaround
Our experienced team ensures your system is designed right, installed correctly, and maintained for long-term success.
📞 Need a quote or system evaluation? Call Industrial Air Services at (615) 641-3100 today.
Conclusion
Liquid ring vacuum pumps offer unbeatable performance in applications with vapor, moisture, and corrosive gases. Atlas Copco’s AWL, AWS, AWD, and AWC series pumps deliver rugged reliability, low maintenance, and efficient operation. Whether you're upgrading a system or installing new equipment, Industrial Air Services has the expertise to design and support a liquid ring vacuum solution perfectly matched to your needs.
Contact Industrial Air Services at (615) 641-3100 today to schedule a site evaluation or discuss how liquid ring technology can improve your operations in Nashville, Knoxville, or Chattanooga.
Custom Vacuum Systems: How Atlas Copco Engineers Tailor Solutions for Every Industry
When it comes to industrial vacuum systems, a one-size-fits-all approach rarely delivers the best results. Every manufacturing process, plant layout, and operational demand is different. That's why custom vacuum systems have become increasingly important for companies that prioritize energy efficiency, reliability, and production quality.
Atlas Copco has long recognized this need for customization. Their Systems + Solutions engineering group works with businesses across industries to design vacuum systems specifically tailored to each customer’s processes, environment, and goals.
In this blog, we'll dive into why custom vacuum solutions are crucial, how Atlas Copco delivers them, and why Industrial Air Services is your best partner for designing and supporting a system that works for you.
📞 Ready to discuss your custom vacuum needs? Call Industrial Air Services at (615) 641-3100 today. We proudly serve Nashville, Knoxville, and Chattanooga.
The Problem with Off-the-Shelf Vacuum Systems
Prepackaged, off-the-shelf vacuum systems are convenient—but they rarely provide optimal performance.
Common problems with cookie-cutter solutions include
Oversized or undersized systems wasting energy
Insufficient redundancy leading to costly downtime
Space conflicts with existing plant layouts
Poor integration with plant controls (SCADA, PLC)
Failure to meet industry-specific standards for cleanliness or safety
Every facility has unique factors such as operating hours, flow requirements, pressure ranges, environmental conditions, available floor space, and long-term production goals. A poorly matched vacuum system can lead to excessive energy bills, equipment failures, and lost production.
What Is a Custom Vacuum System?
A custom vacuum system is an engineered solution designed specifically around your facility’s needs. This might include
Selecting the best pump technology (dry, oil-sealed, liquid ring)
Sizing the pumps accurately for your flow and pressure needs
Designing a centralized or distributed vacuum system layout
Incorporating redundancy for mission-critical applications
Custom control panels, VFDs, and automation integration
Skid-mounted systems for easy installation
Noise reduction strategies through acoustic enclosures or remote installation
Atlas Copco’s Systems + Solutions team specializes in building these engineered vacuum systems for industries like food and beverage, chemical processing, electronics manufacturing, plastics, energy production, and pharmaceuticals.
Why Atlas Copco Leads in Custom Vacuum Systems
Atlas Copco brings major advantages to custom system engineering, including
Industry-Leading Technology
Atlas Copco’s vacuum pumps include innovations like
VSD⁺ (Variable Speed Drive) for massive energy savings
HEX@™ smart control interfaces
GENIUS Instant Insights™ cloud-based monitoring
Energy recovery options to capture heat for reuse
Whether you need oil-sealed rotary screw pumps, dry screw pumps, claw pumps, or liquid ring technology, Atlas Copco offers best-in-class solutions.
Application-Specific Engineering
Atlas Copco’s engineers don’t just sell products—they analyze your entire vacuum demand curve, production schedule, and layout constraints. They model system performance under real-world conditions to maximize efficiency and reliability.
Energy Optimization
Custom systems are designed to minimize energy waste. Variable speed operation, intelligent pump staging, and real-time load adjustment ensure you use only the energy you need—leading to lower operating costs and a faster ROI.
Scalability and Flexibility
Atlas Copco systems are designed to grow with you. Need to expand production next year? No problem. Custom systems allow for additional pumps or automated load sharing without major redesigns.
Integrated Monitoring and Remote Management
Atlas Copco’s GENIUS Instant Insights™ platform enables 24/7 remote monitoring, predictive maintenance alerts, and real-time system performance reporting—keeping your operation ahead of problems.
Real-World Example: Centralized Vacuum System for a Bottling Plant
A regional beverage manufacturer needed to upgrade their vacuum supply for bottling and packaging lines. Their legacy decentralized system featured multiple small pumps scattered across the facility, causing
High energy costs from inefficient operation
Noise problems on the production floor
Frequent pump failures with no backup redundancy
Industrial Air Services worked with Atlas Copco’s Systems + Solutions team to design a centralized vacuum system featuring
Three GHS VSD⁺ rotary screw vacuum pumps with intelligent load sharing
Custom stainless steel piping network with isolation valves
Remote monitoring and alert system through GENIUS platform
Energy recovery system to capture and reuse waste heat
Results included
38% reduction in total system energy consumption
Noise reduction of 12 dB on the production floor
Zero production downtime from vacuum failures
Payback period of less than two years
📞 Want a customized system assessment? Call Industrial Air Services at (615) 641-3100.
Industries That Benefit from Custom Vacuum Systems
Atlas Copco’s tailored vacuum solutions are trusted across industries like
Food and Beverage Processing (bottling, canning, MAP packaging)
Pharmaceutical and Biotech Manufacturing (sterile transfer, freeze drying)
Plastics and Rubber (extrusion, molding, degassing)
Semiconductor Fabrication (wafer processing, chip manufacturing)
Paper and Pulp Production (sheet forming, dewatering)
Energy and Power (transformer drying, turbine manufacturing)
Every sector has unique vacuum demands, and a custom system ensures that your process operates efficiently and reliably.
Key Components of a Custom Vacuum System
A complete Atlas Copco custom system typically includes
Correctly sized vacuum pumps (dry, oil-sealed, or liquid ring)
Centralized or distributed piping networks
Backup redundancy and isolation valves
Customized PLC or HMI controls with HEX@™ interface
Energy-saving VSD⁺ drives and smart sequencing
Remote monitoring and predictive maintenance features
Optional acoustic enclosures and vibration dampening
By engineering the entire system, not just the pumps, Atlas Copco delivers solutions that are greater than the sum of their parts.
How Industrial Air Services Helps Design Your Custom Solution
At Industrial Air Services, we don’t believe in selling products—we believe in delivering solutions that work.
Our custom vacuum system services include
On-site plant walkthroughs and vacuum demand assessments
System modeling and energy savings calculations
Full engineering design with CAD drawings and performance simulations
Installation, commissioning, and startup support
Preventive maintenance programs to protect your investment
24/7 service and emergency support across Tennessee
From design to implementation, we ensure that your Atlas Copco custom vacuum system is perfectly matched to your needs and fully optimized for performance and reliability.
📞 Ready to explore a custom-designed vacuum solution? Call Industrial Air Services at (615) 641-3100 today.
Conclusion
Custom vacuum systems offer unmatched advantages in energy efficiency, process reliability, and long-term operational savings. Atlas Copco’s engineering expertise, paired with Industrial Air Services’ local support, ensures that your facility gets a vacuum system that’s not only effective—but also future-proof.
Industrial Air Services proudly serves the Nashville, Knoxville, and Chattanooga regions as your trusted partner for Atlas Copco vacuum solutions. Contact us today at (615) 641-3100 to schedule a site evaluation or discuss your custom vacuum needs.
Energy-Efficient Vacuum Solutions: How Variable Speed Drive (VSD⁺) Pumps Save You Money

Energy costs are one of the largest operational expenses for industrial facilities, especially for systems that run continuously—like vacuum pumps. In the past, vacuum pumps operated at a constant speed regardless of process demand, wasting tremendous amounts of energy. But modern facilities can no longer afford inefficiency.
That’s why Variable Speed Drive (VSD⁺) vacuum technology, pioneered by companies like Atlas Copco, has become a game-changer across manufacturing, food processing, plastics, packaging, and energy production.
In this blog, we’ll explore how energy-efficient VSD⁺ vacuum pumps work, why they save facilities tens of thousands of dollars annually, and how partnering with Industrial Air Services ensures you get the right energy-saving solution.
📞 Ready to cut your energy bills? Call Industrial Air Services at (615) 641-3100 for sales and service across Nashville, Knoxville, and Chattanooga.
The Problem with Traditional Fixed-Speed Vacuum Pumps
Traditional vacuum pumps are designed to run at full speed whenever they are operating—whether maximum vacuum is required or not. This leads to:
Constant energy consumption
Frequent cycling (on/off), causing wear
Unnecessary maintenance
High peak electrical loads
Overheating and shortened lifespan
Even processes with variable demand—such as fluctuating production lines or multiple shift schedules—still ran pumps at full tilt. This wastes enormous amounts of electricity and reduces equipment reliability.
How VSD⁺ Vacuum Technology Works
Variable Speed Drive (VSD⁺) technology allows the motor speed of the vacuum pump to automatically adjust based on real-time process demand.
If less vacuum is needed, the motor slows down, consuming only the energy required to maintain set pressure. When more vacuum is needed, the pump speeds up to match.
Atlas Copco’s vacuum products, including the GHS VSD⁺ oil-sealed rotary screw pumps and the DWS VSD⁺ dry screw pumps, integrate VSD⁺ as standard—offering unmatched flexibility and energy savings.
Key features include:
Fully automated motor speed adjustments
Precise setpoint control (target pressure maintenance)
Soft start and stop, reducing mechanical stress
Integrated smart monitoring with HEX@™ and GENIUS Instant Insights™
How Much Energy Can You Save?
The energy savings from switching to VSD⁺ vacuum pumps are dramatic.
Industry studies and real-world Atlas Copco case studies show:
Up to 50% reduction in energy costs versus traditional fixed-speed pumps
35% longer service intervals due to reduced mechanical wear
Up to 70% reduction in peak electrical demand charges
For a mid-sized manufacturing facility running multiple vacuum pumps, these savings could amount to $15,000 to $100,000 per year depending on usage.
Plus, reduced energy consumption supports corporate sustainability goals and carbon footprint reduction.
Real-World Example: Plastics Extrusion Plant in Tennessee
A plastics manufacturer operating three legacy oil-sealed vacuum pumps was facing high energy bills and costly maintenance cycles.
They upgraded to three Atlas Copco GHS 585 VSD⁺ rotary screw vacuum pumps.
Results after 12 months:
47% reduction in vacuum system energy usage
Payback period of just under 18 months
32% reduction in unplanned maintenance events
Carbon footprint cut by 60 metric tons per year
📞 Interested in an energy savings audit? Call Industrial Air Services at (615) 641-3100 to schedule one.
VSD⁺ Pumps Improve More Than Just Energy Efficiency
1. Improved Product Quality
Constant vacuum levels mean better consistency in processes like packaging, degassing, freeze-drying, and semiconductor manufacturing.
VSD⁺ pumps deliver steady pressure without fluctuations that can damage products or processes.
2. Reduced Mechanical Stress
Soft starts and optimized speeds mean bearings, seals, and rotors last longer. There’s less vibration, less heat, and far fewer emergency shutdowns.
3. Flexible Operation
If your production volume changes seasonally, daily, or shift-to-shift, VSD⁺ pumps automatically adjust—no manual intervention needed.
This flexibility is essential for industries like food packaging, bottling, plastics, textiles, and electronics.
4. Quieter Work Environments
Atlas Copco’s VSD⁺ vacuum pumps operate with significantly lower noise levels, improving conditions for plant workers and reducing the need for costly acoustic enclosures.
Which Atlas Copco VSD⁺ Vacuum Pumps Are Available?
Atlas Copco offers a full range of VSD⁺ equipped vacuum pumps to fit every industry:
GHS VSD⁺ Series: Oil-sealed rotary screw pumps for packaging, plastics, woodworking, and general industry
DWS VSD⁺ Series: Dry screw pumps for food, pharmaceutical, and semiconductor applications
LRP VSD⁺ Series: Liquid ring pumps for wet and vapor-heavy processes like power generation and chemical manufacturing
DHS 065-200 VSD⁺: Dry screw pumps for clean manufacturing, R&D, and battery production
Each pump is engineered with Atlas Copco’s signature smart control systems (HEX@™) and remote monitoring (GENIUS Instant Insights™) to further optimize performance.
VSD⁺ and Sustainability: A Win-Win
VSD⁺ technology directly supports environmental goals by:
Reducing energy waste
Lowering carbon emissions
Extending equipment lifespan
Reducing the environmental impact of oil and filter disposal
Facilities investing in Atlas Copco VSD⁺ vacuum systems often qualify for energy efficiency incentives, rebates, and carbon reduction credits—providing an additional financial benefit.
How Industrial Air Services Supports Your VSD⁺ Upgrade
Choosing the right vacuum pump isn't just about the brand—it’s about having the right partner.
Industrial Air Services offers:
On-site vacuum audits to assess potential savings
System sizing and application engineering
Turnkey installation and commissioning
Preventive maintenance programs to protect your investment
24/7 emergency support and fast access to OEM parts
Whether you’re replacing a single unit or upgrading an entire facility, our team ensures your VSD⁺ investment delivers maximum returns.
📞 Ready to start saving energy and money? Call Industrial Air Services at (615) 641-3100 today.
Conclusion
Atlas Copco’s VSD⁺ vacuum technology represents a major leap forward in energy efficiency, reliability, and sustainability. By matching vacuum output to real-time demand, these smart systems deliver massive energy savings, reduced maintenance, and better process control.
Industrial Air Services proudly supplies and supports Atlas Copco’s full range of VSD⁺ vacuum pumps across Nashville, Knoxville, and Chattanooga. If you're ready to lower your energy bills and future-proof your vacuum systems, our experts are ready to help.
📞 Call Industrial Air Services today at (615) 641-3100 to learn more or schedule your energy savings audit.
Oil-Sealed vs. Dry Vacuum Pumps: Choosing the Right Technology for Your Application

Industrial vacuum pumps are essential across manufacturing, pharmaceuticals, electronics, food packaging, and energy production. However, not all vacuum pumps are created equal—and choosing the wrong type can mean higher energy costs, more frequent maintenance, and even process contamination.
Two of the most common categories are oil-sealed vacuum pumps and dry vacuum pumps. Each has unique strengths and ideal applications. In this blog, we’ll break down the differences between these two technologies, help you understand which is best for your operation, and highlight how Atlas Copco’s innovative vacuum solutions offer unmatched performance.
📞 Need expert advice on vacuum pump selection? Call Industrial Air Services at (615) 641-3100 for service across Nashville, Knoxville, and Chattanooga.
What Are Oil-Sealed Vacuum Pumps?
Oil-sealed vacuum pumps (such as rotary vane and rotary screw designs) use a thin film of oil to seal, lubricate, and cool internal components. The oil also helps maintain a consistent vacuum level and reduces internal leakage.
Atlas Copco’s GHS VSD⁺ series is a prime example of modern oil-sealed rotary screw vacuum pumps.
Key Features:
High ultimate vacuum levels (down to a few millibar absolute)
Efficient cooling and sealing properties from oil
Excellent for processes with demanding vacuum stability requirements
Long service intervals when properly maintained
Oil-sealed pumps have traditionally been the workhorses of industrial vacuum, offering robust performance in applications where contamination risks are low or manageable.
What Are Dry Vacuum Pumps?
Dry vacuum pumps achieve vacuum without any oil or liquid in the compression chamber. Designs include dry screw, dry claw, scroll, and multistage roots pumps.
Atlas Copco’s DWS VSD⁺ and DZS Claw Series pumps are leading examples of dry vacuum solutions.
Key Features:
No risk of process contamination by oil
Lower maintenance and operating costs
Environmentally friendly operation (no oil disposal required)
Excellent for cleanroom and sensitive manufacturing environments
Dry vacuum pumps have surged in popularity due to stricter contamination controls, sustainability goals, and lower total cost of ownership.
When to Choose Oil-Sealed Vacuum Pumps
Oil-sealed technology remains the best choice for certain applications where:
High vacuum levels are critical (below 1 mbar)
Fluctuating loads are minimal
Moderate contamination risk is acceptable
Cost-conscious operations are important
Common industries and applications:
Plastics extrusion
Vacuum packaging
CNC woodworking
Bottle filling
Automotive vacuum impregnation
Atlas Copco’s GHS VSD⁺ series delivers energy-efficient, oil-sealed performance with integrated VSD technology—optimizing performance while cutting energy use up to 50%.
When to Choose Dry Vacuum Pumps
Dry pumps are the clear winner when:
Oil contamination cannot be tolerated (pharma, semiconductor)
Clean environments like ISO Class cleanrooms are required
Energy savings and sustainability are top priorities
Frequent cycling and load variation are common
Common industries and applications:
Pharmaceutical manufacturing (coating, freeze drying)
Semiconductor and electronics (wafer fabrication)
Food packaging (MAP packaging, dairy filling)
Battery production (lithium-ion cells)
Research labs and biotechnology
Atlas Copco’s DWS VSD⁺ dry screw pumps and DZS dry claw pumps offer rugged, oil-free performance ideal for sensitive processes.
Why Variable Speed Drive (VSD⁺) Changes the Game for Both Types
Whether you choose oil-sealed or dry, Atlas Copco’s VSD⁺ technology delivers major benefits:
Energy savings up to 50%
Quieter operation
Lower heat output
Extended equipment life
Built-in smart control and remote monitoring
By automatically adjusting the motor speed based on demand, VSD⁺ minimizes waste and protects your investment.
Real-World Example: Choosing the Right Pump in Food Processing
A meat processing plant needed vacuum pumps for two very different parts of its facility:
Packaging area: Required moderate vacuum for modified atmosphere packaging (MAP) with frequent cycling.
Brine injection station: Required strong, steady vacuum for marination and injection.
Solution: They installed DZS dry claw pumps for the packaging line to eliminate oil contamination and maximize cycling efficiency. For the brine injection system, they installed GHS VSD⁺ oil-sealed rotary screw pumps to ensure strong, stable vacuum at maximum energy efficiency.
Result:
38% energy savings across the vacuum system
Zero contamination issues
Reduced maintenance frequency by 40%
📞 Need a custom recommendation like this? Call Industrial Air Services at (615) 641-3100.
How Atlas Copco Supports Both Technologies
Atlas Copco’s vacuum solutions include:
Oil-Sealed Systems: GHS VSD⁺ rotary screw, LRP VSD⁺ liquid ring pumps
Dry Systems: DWS VSD⁺ dry screw, DZS dry claw pumps, DHS 065-200 VSD⁺ dry screw pumps
Connectivity: GENIUS Instant Insights™ and HEX@™ smart control
Custom Systems: Engineered Systems + Solutions for complex applications
By offering both oil-sealed and dry options—with VSD⁺ as standard—Atlas Copco ensures customers get the best match for their needs.
Final Tips for Choosing the Right Vacuum Pump
Analyze your process requirements carefully: Is ultimate vacuum, contamination control, or energy savings the top priority?
Consider total cost of ownership, not just upfront purchase price.
Factor in maintenance schedules, spare parts, and service availability.
Look for systems with built-in monitoring to protect your investment.
Partner with an expert distributor who can size and configure your system properly.
Conclusion
Choosing between oil-sealed and dry vacuum technology is one of the most important decisions you’ll make for your industrial process. With Atlas Copco’s broad portfolio of GHS, DWS, and DZS pumps—and expert support from Industrial Air Services—you can be confident you’re selecting a vacuum solution that maximizes reliability, minimizes costs, and supports your future growth.
This blog is proudly provided by Industrial Air Services, your trusted source for Atlas Copco vacuum systems in Nashville, Knoxville, and Chattanooga.
📞 For help sizing and selecting your next vacuum pump, call (615) 641-3100 today.
The Evolution of Industrial Vacuum Technology: How Atlas Copco Is Leading the Future
Industrial vacuum technology has come a long way from the early days of bulky, inefficient pumps. Today, vacuum systems are the backbone of critical industries like pharmaceuticals, electronics manufacturing, food processing, energy production, and plastics. Modern industrial processes demand vacuum solutions that are energy-efficient, smart, customizable, and sustainable.
At the forefront of this evolution stands Atlas Copco, a global leader known for pioneering innovations that continue to shape the vacuum landscape. In this article, we'll take a closer look at how industrial vacuum technology has evolved—and how Atlas Copco is driving the future with cutting-edge systems like HEX@™, GENIUS Instant Insights™, and Variable Speed Drive (VSD⁺) vacuum pumps.
📞 Need help selecting the right vacuum system for your operation? Call Industrial Air Services at (615) 641-3100 for expert assistance across Nashville, Knoxville, and Chattanooga.
A Brief History of Industrial Vacuum Pumps
Vacuum technology dates back centuries, but industrial applications began in earnest in the 20th century with the rise of mass manufacturing. Early vacuum pumps were primarily oil-sealed rotary vane designs, delivering reliable performance but often requiring significant maintenance and energy.
Key milestones include:
1950s: Introduction of oil-sealed rotary vane pumps for manufacturing.
1970s: Development of dry screw and claw pumps, offering oil-free operation.
1990s: Variable Speed Drive (VSD) technology emerges, improving efficiency in air compressors—and eventually vacuum pumps.
2010s: Connectivity, smart monitoring, and predictive maintenance become available for vacuum systems.
Today, leading manufacturers like Atlas Copco offer sophisticated, application-specific vacuum solutions that maximize efficiency, sustainability, and uptime.
Atlas Copco’s Role in Transforming Vacuum Technology
Atlas Copco’s commitment to innovation has redefined industrial vacuum systems. Let’s explore some key ways they are advancing the industry:
1. Variable Speed Drive (VSD⁺) Vacuum Pumps
Traditionally, vacuum pumps operated at a fixed speed, regardless of the actual demand. This meant wasted energy, frequent cycling, and premature wear.
Atlas Copco’s VSD⁺ technology changed that by allowing the pump’s motor speed to adjust automatically to the process demand. This results in:
Energy savings up to 50%
Reduced maintenance intervals
Lower operating temperatures
Longer equipment life
The GHS VSD⁺ Series of rotary screw vacuum pumps and DWS VSD⁺ Dry Screw Pumps are excellent examples of how variable speed vacuum pumps have revolutionized industries like plastics extrusion, woodworking, bottling, and food packaging.
2. HEX@™: Smart Vacuum Control at Your Fingertips
Efficiency isn’t just about hardware—it’s also about control. Atlas Copco’s HEX@™ platform provides a new generation of human-machine interface for vacuum pumps.
Features include:
Easy access to pump status, performance trends, and diagnostics
Remote monitoring capabilities
Customized control over operating parameters
Integration with plant automation and MES/SCADA systems
With HEX@™, operators can fine-tune vacuum performance to match exact process needs—saving energy and reducing the risk of failure.
3. GENIUS Instant Insights™
Predictive maintenance is the future of industrial reliability, and Atlas Copco leads the way with GENIUS Instant Insights™.
GENIUS is a cloud-based monitoring platform that connects to Atlas Copco vacuum pumps, providing:
Real-time system status
Maintenance reminders and alerts
Energy consumption reports
Early warnings of potential problems
This proactive approach allows facilities to fix small issues before they become big failures, dramatically improving uptime and reducing emergency repair costs.
4. Tailor-Made Systems: Systems + Solutions
Not all facilities have the same vacuum needs. That’s why Atlas Copco offers custom engineering through its Systems + Solutions service.
Custom solutions may include:
Centralized vacuum systems
Redundancy for critical applications
Skid-mounted units for space-constrained environments
Custom PLC integration
These tailored solutions ensure that customers get exactly the performance they need—without over- or under-sizing equipment.
How Vacuum Technology Is Supporting Sustainability Goals
Sustainability is no longer optional—it's a mandate. Modern vacuum systems must align with global efforts to cut carbon emissions and reduce environmental impact.
Atlas Copco’s innovations help companies achieve:
Lower energy consumption: VSD⁺ and intelligent control mean less wasted energy.
Reduced oil and water usage: Dry vacuum pumps eliminate oil contamination and water sealing needs.
Minimized downtime: Predictive maintenance reduces the environmental impact of emergency production shutdowns.
Smaller carbon footprints: More efficient vacuum systems contribute to corporate ESG goals.
By investing in smart, energy-saving vacuum technology, companies can not only save money but also meet growing environmental regulations.
Industry Applications Where Atlas Copco Excels
Atlas Copco’s vacuum solutions serve a wide range of industries, including:
Pharmaceuticals: Cleanroom-compatible dry pumps for sterile production.
Electronics and Semiconductor Manufacturing: Ultra-clean, oil-free vacuum systems critical for chip fabrication.
Food and Beverage: Hygienic vacuum for packaging, filling, and preserving freshness.
Plastics and Rubber: Vacuum forming and extrusion applications.
Power and Energy: Degassing and insulation production for turbines and transformers.
Printing and Packaging: Consistent vacuum for printing presses and flexible packaging machines.
Across each sector, Atlas Copco’s vacuum innovations offer measurable improvements in energy efficiency, reliability, and process quality.
A Look at Key Product Lines
Here are just a few highlights of Atlas Copco’s broad vacuum portfolio:
GHS VSD⁺ Series: Energy-efficient oil-sealed rotary screw vacuum pumps.
DWS VSD⁺ Series: High-performance dry screw vacuum pumps.
LRP VSD⁺ Series: Liquid ring pumps designed for vapor-heavy and wet applications.
DZS Series: Compact dry claw pumps with low noise and high durability.
AWC/AWS/AWL Series: Robust liquid ring vacuum pumps for harsh environments.
No matter the process or environmental conditions, there’s an Atlas Copco vacuum solution to fit.
📞 Need help determining which system is right for your operation? Call Industrial Air Services at (615) 641-3100.
Future Trends in Industrial Vacuum Technology
Looking ahead, several trends will shape the vacuum industry:
Increased IoT Integration: More facilities will connect their vacuum systems to centralized monitoring and analytics platforms.
Higher Efficiency Standards: Expect even stricter energy regulations and certifications.
Greater Customization: Modular systems designed for plug-and-play integration with smart factories.
Focus on Oil-Free Technology: Particularly in pharmaceuticals, food, and semiconductor production.
Predictive Maintenance as Standard: Maintenance scheduling based on real-time performance data.
Atlas Copco continues to lead the charge, investing heavily in R&D to ensure their vacuum solutions are not just ready for the future—but helping to create it.
Conclusion
Industrial vacuum technology has evolved from basic mechanical pumps to highly intelligent, energy-efficient systems capable of transforming manufacturing processes. With innovations like VSD⁺, HEX@™, and GENIUS Instant Insights™, Atlas Copco is at the forefront of this transformation, offering solutions that maximize uptime, reduce operating costs, and support sustainability goals.
This content is proudly provided by Industrial Air Services, your trusted source for Atlas Copco vacuum solutions in Nashville, Knoxville, and Chattanooga. Whether you need a new system, a retrofit, or expert advice, our team is here to help.
📞 Call Industrial Air Services at (615) 641-3100 today for sales, service, or consultation.
A Guide to Griswold's 811 ANSI Series: Features, Benefits, and Applications

In the world of industrial fluid handling, reliability, efficiency, and ease of maintenance are non-negotiable. When choosing a centrifugal pump, especially one designed to meet ANSI B73.1 standards, operators need a solution that can perform under pressure, simplify system design, and minimize long-term costs. That’s where the Griswold 811 ANSI Series shines.
Engineered for tough operating environments and known for its broad range of sizes and materials, the Griswold 811 is a direct competitor to legacy pumps like the Goulds 3196—but with unique advantages in performance, lead time, and serviceability. Whether you’re upgrading your facility, replacing a legacy pump, or building a new system from scratch, the Griswold 811 offers a flexible and economical solution.
In this post, we’ll take a detailed look at the 811 ANSI Series—what sets it apart, how it performs, and why Industrial Air Services, with offices in Nashville, Knoxville, and Chattanooga, recommends it to industrial clients across the Southeast.
📞 To get a quote or discuss your pump application, call Industrial Air Services at (615) 641-3100 today.
What Is the Griswold 811 ANSI Series?
The Griswold 811 ANSI Series is a line of horizontal, single-stage, end-suction centrifugal pumps designed to meet ANSI B73.1 dimensional standards. This means they are fully compatible with other ANSI-standard pumps, making them ideal for retrofits and replacements.
The 811 Series is designed to deliver reliable, efficient performance in applications that involve:
Chemical processing
Pulp and paper manufacturing
Wastewater treatment
Food and beverage production
Oil and gas transfer
Water purification and boiler feed systems
Each model is engineered for back pull-out service, which allows maintenance teams to service internal components without disturbing piping—a key time-saver for high-usage facilities.
Key Features of the Griswold 811 ANSI Series
The 811 Series is built with durability, flexibility, and total cost of ownership in mind. Here’s what makes it stand out:
28 casing sizes for high-performance hydraulic coverage
Flow rates up to 7,000 GPM
Heads to 730 feet
Wide range of material options: ductile iron, 316 stainless, Alloy 20, CD4MCu
Open or enclosed impellers based on application
Back pull-out design for easy maintenance
Interchangeable with other ANSI-compliant pump lines
Multiple seal chamber configurations including standard, enlarged, and ISO
Its ability to meet a broad spectrum of flow and pressure requirements makes it a true workhorse in industrial pumping systems.
Advantages Over Competing Pumps
When compared to other ANSI-standard pumps such as the Goulds 3196, the Griswold 811 offers several performance and value-driven benefits.
Simplified hydraulic coverage: Griswold’s 28-size system provides the same flexibility with fewer models to stock
Superior lead times: Faster manufacturing and delivery versus traditional OEMs
Cost efficiency: Lower purchase and replacement part costs
Versatility: Compatible with existing pipe and base configurations
Reduced vibration and increased reliability with properly selected bearing frames and impellers
Additionally, Griswold’s pumps are fully supported by a comprehensive parts and service network, ensuring long-term success for maintenance teams and operators.
Common Applications by Industry
The Griswold 811 ANSI Series is not a one-size-fits-all pump—it’s a customizable system with configurations suitable for some of the toughest industrial settings.
Chemical Processing:
Acid and base transfer
Solvent pumping
Blending and batching operations
Handling corrosive or abrasive media with proper material selection
Pulp and Paper:
White water circulation
Bleach and chemical pumping
Headbox feed
Black liquor handling
Food and Beverage:
CIP (Clean-in-Place) system pumps
Ingredient transfer
Hot water circulation
Sanitary material options available upon request
Water and Wastewater:
Filter backwash
Lift station and digester feed
Clarifier and settling tank return
Sludge and slurry handling
Oil & Gas:
Produced water transfer
Condensate and cooling loops
Petrochemical process support
Explosion-proof motor compatibility
With the right material and configuration, the 811 Series can thrive in nearly any environment requiring dependable, ANSI-compliant centrifugal pumping.
Maintenance Benefits
The Griswold 811 is designed to make maintenance as efficient and straightforward as possible. That includes:
Back pull-out design allows removal of the rotating assembly without disturbing the suction and discharge piping
Interchangeable components simplify inventory and reduce training needs
ANSI dimensions mean easier swap-outs and compatibility with competitor mounting systems
Wear rings and seal options allow for extended service life
Enhanced bearing frames for higher load capacity and longer life expectancy
With minimal special tools required and easily accessible internals, facilities can cut down on both downtime and labor costs.
Real-World Example: Industrial Plant Retrofit in Little Rock
A regional manufacturing plant in Little Rock, Arkansas, needed to replace five legacy centrifugal pumps used in a process water system. The old units required frequent service, parts were no longer stocked, and downtime was affecting throughput.
Industrial Air Services proposed the Griswold 811 ANSI Series with ductile iron casings and 316SS impellers to handle light abrasives and temperature fluctuations. The results:
Full installation completed with zero piping modifications
Efficiency improved by 11% across the system
Maintenance frequency dropped by 40%
All five pumps now share the same spare parts inventory
📞 Want results like this? Call Industrial Air Services at (615) 641-3100 and request a free pump system review.
Integration with the Griswold Interchangeability Tool
Griswold’s free online Interchangeability Tool allows users to match competitor pump models—such as the Goulds 3196—to a Griswold 811 equivalent. This makes it incredibly easy to:
Retrofit existing systems
Replace failing units
Cross-reference parts for quick ordering
Standardize your facility under one pump platform
Industrial Air Services helps maintenance teams use this tool to save time, reduce costs, and avoid compatibility issues.
Why Industrial Air Services Recommends Griswold
As an authorized Griswold distributor and service partner, Industrial Air Services has firsthand experience with the reliability and performance of the 811 ANSI Series. We support customers across Tennessee with:
Pump sizing and selection
Site evaluations and maintenance planning
Parts stocking and emergency service
Turnkey retrofits and installations
Local, knowledgeable support for long-term pump reliability
With offices in Nashville, Knoxville, and Chattanooga, we’re always within reach for fast, expert service.
📞 To speak with a pump expert near you, call Industrial Air Services at (615) 641-3100 today.
Conclusion
If you’re searching for a powerful, flexible, and ANSI-compliant centrifugal pump, the Griswold 811 ANSI Series delivers everything you need and more. With a proven design, strong material options, excellent part availability, and support from Industrial Air Services, it’s the clear choice for long-term operational success.
This blog is proudly provided by Industrial Air Services, with offices in Nashville, Knoxville, and Chattanooga. To request a quote, schedule a walkthrough, or get help selecting the right pump, call (615) 641-3100.
Reducing Downtime: The Role of Griswold's Interchangeability Tool in Industrial Operations

In industrial settings, uptime isn’t just a goal—it’s a necessity. From chemical plants and paper mills to water treatment facilities and food processing plants, a single hour of unexpected downtime can cost thousands in lost production, emergency repairs, and labor. One of the most overlooked contributors to unplanned downtime is slow or inaccurate part replacement during pump maintenance. That’s why Griswold’s Interchangeability Tool has become a critical asset for plant managers and maintenance teams aiming to keep their operations running smoothly.
Griswold, a trusted name in ANSI centrifugal pumps, created this easy-to-use tool to help users instantly identify equivalent replacement parts for a wide range of pumps—including those from other major manufacturers. When paired with reliable product support from Industrial Air Services, with offices in Nashville, Knoxville, and Chattanooga, the result is a streamlined maintenance process that reduces delays, eliminates guesswork, and boosts operational efficiency.
📞 Need help preventing downtime? Call Industrial Air Services at (615) 641-3100 for expert support and fast access to Griswold parts and pumps.
Downtime: The Hidden Drain on Profitability
The cost of downtime extends beyond lost output. It also includes labor, energy waste, unfulfilled contracts, and reputational damage. According to recent studies:
82% of companies have experienced unplanned downtime over the last three years
The average cost of downtime across all industries is $260,000 per hour
Maintenance delays account for up to 30% of total downtime in many facilities
What often turns a minor issue into a major outage is the inability to quickly source or identify the correct replacement part. That’s where Griswold’s Interchangeability Tool comes into play.
What Is the Griswold Interchangeability Tool?
The Griswold Interchangeability Part Number Lookup Tool is an online resource that allows users to enter pump model numbers or part descriptions from competing brands and instantly retrieve Griswold equivalent part numbers.
It supports:
Goulds 3196
Summit ANSI Series
Peerless and other legacy pump models
ANSI-standard configurations
The tool helps maintenance teams:
Cross-reference competitor models
Reduce time spent searching catalogs or outdated manuals
Confirm compatibility for quick part ordering
Consolidate inventory under the Griswold 811 ANSI Series umbrella
How the Tool Helps Prevent Downtime
1. Speeds Up Emergency Repairs
Instead of waiting on hold with OEM support or flipping through parts catalogs, maintenance teams can quickly find the replacement parts they need and call Industrial Air Services for same-day or next-day delivery.
2. Reduces Inventory Complexity
Facilities often stock hundreds of individual pump parts from multiple OEMs. The Griswold Interchangeability Tool allows them to consolidate those parts under a single platform—simplifying stocking, reordering, and training.
3. Enables Predictive Maintenance
The ability to proactively source parts for upcoming shutdowns or overhauls means fewer surprises and a smoother maintenance schedule. Teams can pre-order replacement kits based on historical wear data and reduce the chance of extended outages.
4. Avoids Costly Ordering Mistakes
Incorrect part orders delay repairs and inflate maintenance costs. Griswold’s tool ensures users get the exact match they need the first time, reducing costly returns and miscommunications.
Real-World Example: Wastewater Treatment Plant in Arkansas
A municipal wastewater facility in Arkansas faced repeated pump seal failures in an aging fleet of Goulds 3196 units. While the pumps were still functional, sourcing OEM parts had become unreliable due to extended lead times and discontinued components. The maintenance team turned to Industrial Air Services for help.
Using the Griswold Interchangeability Tool, Industrial Air Services:
Cross-referenced legacy seal and impeller part numbers
Supplied Griswold 811 ANSI replacement components that dropped in without system changes
Trained plant personnel on using the tool for future part lookups
Established a local parts stocking program based on usage data
Within six months, the facility reported a 60% reduction in unplanned pump-related downtime and a 22% drop in annual maintenance spending.
📞 Want to build a similar program? Call Industrial Air Services at (615) 641-3100 to get started.
Additional Benefits of the Tool
Completely free and available online 24/7
Covers all major ANSI-compliant pump manufacturers
Helps plant engineers evaluate upgrades, not just replacements
Ideal for MRO teams managing multiple facilities
Built to support standardization initiatives across corporate sites
Why Griswold 811 ANSI Pumps?
The Griswold 811 ANSI Series is the most common replacement for Goulds 3196 and similar models. Designed for compatibility and long service life, it features:
Interchangeable dimensions and parts
High-efficiency impeller designs
Corrosion- and wear-resistant material options
Available in 28 casing sizes for maximum coverage
Easily serviceable with standard tools and back pull-out design
When paired with the Interchangeability Tool, the 811 ANSI Series gives users full control over their pumping systems—without being locked into high-cost OEMs or slow service channels.
Why Partner with Industrial Air Services?
Industrial Air Services is more than a distributor—we’re your pump systems partner. Our team works directly with maintenance managers, engineers, and procurement professionals to ensure you have the right equipment and support when you need it most.
We provide:
On-site pump system assessments
Assistance using Griswold’s Interchangeability Tool
Emergency response and fast parts delivery
Local inventory programs
Installation, training, and repair services
With decades of pump experience across multiple industries, we know how to reduce downtime and extend the life of your equipment.
📞 Call (615) 641-3100 to speak with a Griswold expert today.
Conclusion
Downtime is the enemy of efficiency, but with Griswold’s Interchangeability Tool, your maintenance team can fight back. Whether you’re cross-referencing pump components, building a preventive maintenance kit, or converting from legacy equipment to Griswold’s 811 ANSI Series, this tool saves time, reduces errors, and puts your operation back in control.
This blog is proudly provided by Industrial Air Services, with offices in Nashville, Knoxville, and Chattanooga. To learn more about how we support industrial facilities with Griswold pumps and parts, call us at (615) 641-3100 today.
The Competitive Edge: Griswold 811 ANSI Series vs. Goulds 3196 – A Comparative Analysis

When it comes to industrial centrifugal pumps, few names are as widely recognized as the Goulds 3196 and the Griswold 811 ANSI Series. Both pump lines are staples in industries such as chemical processing, pulp and paper, food and beverage, and water treatment. However, despite their shared ANSI B73.1 compliance, these pumps differ significantly in cost, ease of maintenance, lead time, and long-term ownership value.
In this blog, we’ll explore a detailed side-by-side comparison between the Goulds 3196 and Griswold 811 ANSI Series. We’ll analyze design, performance, parts availability, and more—so plant managers, engineers, and maintenance professionals can make the most informed decision when it comes to pump replacement or fleet standardization.
This guide is proudly provided by Industrial Air Services, a trusted distributor and service partner for Griswold products, with offices in Nashville, Knoxville, and Chattanooga.
📞 Ready for a side-by-side quote? Call (615) 641-3100 to speak with a pump specialist today.
ANSI Pump Basics: A Quick Refresher
Both the Goulds 3196 and the Griswold 811 ANSI Series conform to ANSI B73.1 dimensional standards. That means they share identical flange-to-flange dimensions and are interchangeable in terms of installation footprint.
ANSI pumps are known for:
Back pull-out design for easy maintenance
Interchangeable dimensions for multi-vendor sourcing
High corrosion resistance options
Applications ranging from aggressive chemical handling to clean water transfer
Because they share these standards, the decision between pump brands often comes down to performance, cost of ownership, and aftermarket support.
Performance and Hydraulic Range
Both the Goulds 3196 and Griswold 811 offer broad hydraulic coverage for medium to high-flow applications.
Goulds 3196:
Flow: Up to 7,000 GPM
Head: Up to 730 ft
41 size selections
Wide range of impeller trim options
Known for application-specific materials (CD4MCu, Alloy 20, etc.)
Griswold 811 ANSI Series:
Flow: Up to 7,000 GPM
Head: Up to 730 ft
28 casing sizes
Optimized hydraulic coverage with high-efficiency options
Broad range of metallurgy including ductile iron, stainless steel, and more
Verdict: In terms of hydraulic range, both pumps perform nearly identically, with the Griswold line offering a simplified range that reduces inventory requirements.
Parts Interchangeability and Maintenance
One of the strongest advantages of the Griswold 811 is its interchangeability with the Goulds 3196. Griswold offers parts and assemblies that directly drop into the 3196 footprint. This simplifies spare parts management and provides more competitive pricing on:
Impellers
Shafts and sleeves
Casings
Bearing housings
Mechanical seal chambers
Griswold also offers a free Interchangeability Tool to help maintenance teams cross-reference existing Goulds models to Griswold equivalents—making the switch fast and seamless.
Lead Time and Availability
In today’s supply chain environment, lead time can be a deal-breaker.
Goulds 3196:
Extended lead times depending on model and materials
Parts may be limited for older models or less common alloys
OEM-only pricing structure
Griswold 811:
Known for faster lead times and factory-assembled kits
Strong domestic manufacturing base
Widespread availability of common parts through Industrial Air Services
Many Industrial Air Services clients have reduced their pump procurement lead time by more than 50% after switching to Griswold.
Pricing and Cost of Ownership
Initial purchase price often favors Griswold, but where it really shines is in total cost of ownership (TCO).
Griswold customers report:
Lower upfront costs by 10–25% compared to Goulds
More affordable replacement parts
Reduced unplanned downtime due to stronger regional support
Simplified inventory through part consolidation
When budgets are tight but uptime is critical, Griswold’s pricing structure gives plants more flexibility without sacrificing performance.
Materials and Application Fit
Both pump lines offer a wide range of material options for chemical resistance and wear resistance.
Goulds 3196: Extensive metallurgy options for custom applications, particularly known for use in corrosive environments.
Griswold 811 ANSI Series: Offers comparable metallurgy including 316 stainless, Alloy 20, and CD4MCu equivalents. In most industrial environments, Griswold’s offerings match or exceed performance expectations at a more accessible price point.
Real-World Example: Food Processing Facility in Mississippi
A food manufacturing facility in Mississippi operated a dozen Goulds 3196 pumps for CIP (clean-in-place) systems and process water transfer. When the time came for major overhauls, costs for OEM parts and labor began to skyrocket.
Industrial Air Services introduced the Griswold 811 ANSI Series as a drop-in replacement. After testing two pumps side-by-side for 90 days, the facility reported:
Lower vibration and noise with Griswold pumps
Identical flow characteristics
17% reduction in total maintenance costs
Full replacement of remaining pumps within 6 months
Today, the facility is fully converted and relies on Industrial Air Services for rapid part delivery, stocking programs, and on-site service.
📞 Want to compare for yourself? Call (615) 641-3100 and ask for a Griswold-to-Goulds crossover report.
Why Choose Griswold 811 ANSI Series?
ANSI dimensional compliance for easy retrofit
Interchangeable with Goulds 3196
Lower cost of ownership
Fewer sizes = simplified inventory
Proven in chemical, municipal, and industrial markets
Supported by Industrial Air Services for service, startup, and parts
Whether you’re maintaining a single pump or managing a fleet of 50+, Griswold offers the flexibility, reliability, and value that industrial operations demand.
Why Industrial Air Services?
As an authorized Griswold distributor, Industrial Air Services offers:
Engineering support and site evaluations
Pump selection and application consulting
Turnkey installation and retrofits
Local inventory and same-day shipping on common parts
24/7 emergency repair and troubleshooting
Our offices in Nashville, Knoxville, and Chattanooga are ready to support your next maintenance or expansion project with industry-leading knowledge and equipment.
📞 For immediate assistance, call (615) 641-3100 today.
Conclusion
The Goulds 3196 has a long-standing reputation, but the Griswold 811 ANSI Series proves that performance, reliability, and value can come in a more cost-effective, readily available package. With full ANSI compliance, unmatched part interchangeability, and strong regional support from Industrial Air Services, the Griswold 811 is the smart alternative for today’s maintenance teams and plant managers.
This blog is proudly provided by Industrial Air Services, with offices in Nashville, Knoxville, and Chattanooga. Contact our team at (615) 641-3100 to request a quote or schedule a pump system review.
Mastering Pump Maintenance: How Griswold's Interchangeability Tool Streamlines Part Replacement

Industrial pumps are the lifeblood of manufacturing, chemical processing, water treatment, and countless other critical systems. But like any mechanical component, pumps are subject to wear—and downtime from pump failure can be costly. The key to maximizing uptime and performance lies in proactive pump maintenance and having access to replacement parts when and where you need them.
That’s where Griswold’s Interchangeability Tool comes in. Designed to simplify the pump maintenance process, this online resource allows users to quickly identify compatible replacement parts across a wide range of ANSI pumps—including Griswold’s 811 Series and legacy competitor models like the Goulds 3196.
In this blog, we’ll explore how Griswold’s Interchangeability Tool can revolutionize the way maintenance teams handle pump servicing and replacement. We’ll also highlight how Industrial Air Services, with offices in Nashville, Knoxville, and Chattanooga, supports industries in keeping their systems running smoothly with access to Griswold products and expert technical support.
📞 Need help sourcing replacement pump parts? Call Industrial Air Services at (615) 641-3100 today.
The Cost of Poor Pump Maintenance
When pumps go down, operations suffer. A single failure in a chemical plant, paper mill, or food production line can lead to:
Production delays
Equipment damage
Safety hazards
Regulatory violations
Tens of thousands in downtime losses
According to industry studies, the average cost of unplanned equipment downtime ranges from $2,500 to $25,000 per hour depending on the process. And pumps, while rugged, are often a hidden point of failure due to:
Impeller wear
Seal leakage
Bearing failure
Corrosion and erosion
Improper alignment
Regular maintenance is critical—but even the best maintenance team can’t do their job without fast access to accurate part replacements.
Enter the Griswold Interchangeability Tool
Griswold, a PSG Dover brand and manufacturer of ANSI centrifugal pumps, developed an online Interchangeability Part Number Lookup Tool to solve one of the industry’s most persistent headaches: identifying the correct replacement parts for competitor pump models.
✅ Matches competitor pump models to equivalent Griswold 811 ANSI components
✅ Offers part numbers for casings, impellers, sleeves, shafts, seals, and more
✅ Helps identify upgrades or more efficient configurations
✅ Reduces guesswork and time spent searching through catalogs or old manuals
This tool is especially valuable for facilities that operate a mixed fleet of legacy ANSI pumps from various manufacturers.
A Game-Changer for Maintenance Teams
1. Rapid Identification of Replacement Parts
Maintenance technicians can enter a competitor’s pump model and quickly receive a Griswold equivalent—saving hours of cross-referencing part lists or contacting multiple suppliers.
2. Simplified Inventory Management
By consolidating parts under the Griswold 811 ANSI footprint, facilities can reduce their spare parts inventory while improving part availability and compatibility.
3. Increased Maintenance Efficiency
When a pump goes down, there's no time to wait. The tool streamlines the part lookup process so that downtime is minimized and your system gets back online faster.
4. Supports Predictive and Preventive Maintenance
With easy access to part numbers, managers can build preventive maintenance kits or schedule replacements during planned shutdowns—no surprises, no scrambling.
What Is the Griswold 811 ANSI Series?
Griswold’s flagship product—the 811 ANSI Series—is a line of centrifugal pumps designed to be interchangeable with other ANSI-standard pumps like the Goulds 3196. This makes it a favorite for facilities looking to replace outdated or underperforming pumps without overhauling their piping systems.
Flow rates up to 7,000 GPM
Heads to 730 feet
28 different casing sizes
Cast iron, ductile iron, stainless steel, and special alloys available
Open and enclosed impeller designs
Seal chamber options: standard, enlarged, and ISO
Whether you’re dealing with corrosive chemicals, abrasive slurries, or temperature-sensitive fluids, there’s a Griswold pump and part to match.
Case Study: Pulp & Paper Facility in Arkansas
A pulp processing facility in Arkansas was experiencing repeated failures in a fleet of aging Goulds 3196 pumps. Sourcing parts had become difficult due to long lead times and discontinued SKUs. The facility turned to Industrial Air Services for help.
Using the Griswold Interchangeability Tool, Industrial Air Services:
Identified Griswold 811 replacements for the failing pumps
Provided drop-in-compatible impellers and mechanical seals
Delivered parts and installation support within 48 hours
Helped the facility consolidate spares for future use
Result: Downtime was cut by 90%, and the facility has since standardized new installations on the 811 ANSI line.
📞 Want results like this? Call Industrial Air Services at (615) 641-3100.
How to Use the Interchangeability Tool
Visit the Griswold website and navigate to the Interchangeability Part Number Lookup Tool
Enter your existing pump model or part number
Review the Griswold part recommendations
Contact Industrial Air Services for availability, quotes, or technical assistance
It’s a simple 3-minute process that can save your team hours—or even days—of downtime.
Why Choose Industrial Air Services?
At Industrial Air Services, we’re more than just a distributor—we’re your pump system partner. As a proud provider of Griswold pumps and parts, we bring decades of experience to help you streamline operations and keep your facility running at peak performance.
Application support and product selection
On-site evaluations and walk-throughs
Emergency parts delivery
Pump system audits and upgrades
24/7 support for critical systems
📞 Get expert help today by calling (615) 641-3100.
Conclusion
Griswold’s Interchangeability Tool isn’t just convenient—it’s a maintenance game-changer. With fast, accurate access to equivalent ANSI parts, maintenance teams can reduce downtime, improve efficiency, and gain control over pump inventory. When paired with the rugged, reliable performance of the 811 ANSI Series, your operation has the tools it needs to stay ahead.
This blog is proudly provided by Industrial Air Services, with offices in Nashville, Knoxville, and Chattanooga. For help cross-referencing parts or upgrading your pumps, call (615) 641-3100 or reach out to our team today.
Optimizing Industrial Processes with HOMA’s OC Series Chopper Pumps

Handling challenging industrial wastewater is no small task. Whether you're operating a food processing plant, a paper mill, or a municipal pre-treatment facility, managing heavy solids, fibrous debris, grease, and corrosive liquids is a daily battle. Ordinary sewage or non-clog pumps often fail under such demands, leading to costly downtime, equipment failure, and regulatory issues.
This is where HOMA’s OC Series Chopper Pumps excel. Built to tackle the most difficult solids-laden wastewater streams, these pumps deliver exceptional performance, cutting capabilities, and durability for aggressive industrial and municipal applications. Engineered for continuous operation under the harshest conditions, the OC Series is an essential solution for facilities that can't afford clogging or inconsistent flow.
In this article, we’ll take a deep dive into the features and benefits of the HOMA OC Series, explore real-world applications, and show how Industrial Air Services, with locations in Nashville, Knoxville, and Chattanooga, can support your operation with expert system design, installation, and service.
To discuss your wastewater challenges or request a quote, call (615) 641-3100 today.
The Challenges of Industrial Wastewater
Unlike standard municipal sewage, industrial wastewater often contains:
Tough fibrous solids
High grease and fat content
Abrasive slurries
Stringy or plastic materials
Sludge and sediment
Cleaning chemicals and pH variation
These conditions demand more than a pump that simply passes solids. They require a pump that actively chops and handles them without clogging, binding, or breaking down. Chopper pumps are uniquely suited for this task because they combine powerful hydraulics with integrated cutting mechanisms that shred solids before they can do damage.
Overview of the HOMA OC Series
The HOMA OC Series Chopper Pump is purpose-built for heavy-duty applications where reliability and solids reduction are non-negotiable. These submersible pumps feature high-efficiency motors and hardened hydraulic components that are designed to last even in the toughest environments.
Core features include:
Flows up to 1,200 GPM
Heads exceeding 260 feet TDH
High-chrome white iron impellers and cutter systems
Explosion-proof motor options (FM-approved)
Available in submersible and dry pit configurations
Automatic moisture and temperature sensors
Designed for high efficiency and low maintenance
Whether you're upgrading an existing lift station or designing a new process system, the OC Series offers the ruggedness and flexibility your facility needs.
Advanced Cutting System
The OC Series includes an integrated chopping mechanism that reduces large solids and fibrous material into smaller particles before they reach the impeller. This protects the impeller, improves hydraulic performance, and virtually eliminates the risk of clogging.
The cutter system consists of:
A high-chrome steel stationary cutter ring
A rotating cutter mounted behind the impeller
Precision-ground cutting edges hardened for long life
Self-cleaning action that resists jamming and wrapping
This enables the pump to handle:
Rags and stringy materials
Meat and food waste
Sanitary wipes and packaging
Industrial plastic debris
Slaughterhouse runoff
Sludge and process slurry
Durability Under Pressure
Industrial environments often present more than just solids—they introduce chemical corrosion, variable temperatures, and pressure extremes. That’s why HOMA constructs the OC Series with:
High-chrome white iron impellers and volutes for abrasion and corrosion resistance
Ceramic-coated components (optional) for ultra-harsh environments
Double mechanical seals in oil baths for long service life
Motor insulation to Class H with thermal protection
Sealed, pressure-tested motor housings
These features allow OC Series pumps to deliver reliable service in food processing, manufacturing, oil and gas, and chemical wastewater applications.
Performance Without Compromise
HOMA OC Chopper Pumps don’t sacrifice hydraulic efficiency for cutting power. In fact, they deliver:
Hydraulic efficiencies up to 65%
Excellent flow range even under variable loads
Energy-efficient motors with continuous duty ratings
Compatibility with variable frequency drives (VFDs) for adjustable speed control
Smooth, low-vibration operation
This makes the OC Series an excellent long-term investment—providing reduced operating costs while maximizing system uptime.
Flexible Installation Options
OC Series pumps are available in multiple mounting and installation formats, including:
Submersible wet well guide rail setups
Horizontal or vertical dry pit installations
Packaged pumping systems
Retrofit brackets for competitor system compatibility
Jacketed motors for cooling in dry environments
This flexibility ensures the OC Series can be integrated into virtually any system with minimal modifications.
Real-World Example: Meat Processing Plant in Middle Tennessee
A regional meat processing facility contacted Industrial Air Services after multiple failures of standard sewage pumps used to move high-fat wastewater to their on-site treatment plant. Grease, tissue, and cleaning byproducts were clogging their pumps weekly.
They installed two HOMA OC Series Chopper Pumps rated for 150 GPM at 160 feet TDH. Each was installed with stainless-steel guide rail systems, ceramic-coated volutes, and remote moisture/temp monitoring sensors.
Results:
Zero clogging events in the first 18 months of use
Reduced pump room maintenance by 70%
Improved flow and retention time in treatment plant
Facility saved $18,000 annually in labor and replacement costs
To discuss your own high-solids wastewater application, call (615) 641-3100 today.
Explosion-Proof Models for High-Risk Sites
For facilities that handle flammable materials, cleaning agents, or volatile organics, the OC Series is available with FM-approved explosion-proof motors. These are certified for:
Class I, Division 1 hazardous locations
Use in petroleum, chemical, or solvent-based environments
Safe operation even in confined or enclosed pump rooms
Combined with HOMA’s moisture sensors and seal protection features, these pumps are built for critical installations where failure is not an option.
Who Uses HOMA OC Series Pumps?
The OC Series is trusted in industries including:
Meat and poultry processing
Food and beverage production
Agricultural waste and slurry pumping
Pulp and paper
Chemical and petrochemical facilities
Industrial wastewater pretreatment
Municipal headworks and screening stations
Industrial Air Services works with each client to ensure pump selection is optimized for flow, head, solids content, chemical compatibility, and control integration.
Why Choose Industrial Air Services?
We are a leading supplier and service provider for HOMA Pumps across Nashville, Knoxville, and Chattanooga, offering:
System evaluation and site visits
Pump sizing and specification
Installation, controls, and startup support
Preventive maintenance and 24/7 service
OEM parts and fast repair turnaround
We don’t just install equipment—we build long-term relationships based on performance and results.
Call (615) 641-3100 to get started with an OC Series pump or schedule a system review.
Conclusion
In the most demanding wastewater environments, reliability is everything. HOMA’s OC Series Chopper Pumps offer unmatched cutting capability, robust construction, and high-efficiency performance that’s proven in real-world industrial and municipal operations. With built-in protections, flexible mounting, and best-in-class materials, these pumps are ready to tackle whatever solids-heavy wastewater you throw at them.
This blog is proudly provided by Industrial Air Services, your authorized HOMA Pump partner for Nashville, Knoxville, and Chattanooga. Contact us today at (615) 641-3100 to discuss how an OC Series Chopper Pump can solve your toughest wastewater challenge.
Enhancing Sewage Treatment with HOMA's GRP Series Grinder Pumps

Modern sewage systems are facing increasing demands as populations grow, infrastructure ages, and the presence of non-biodegradable solids—like wipes, plastics, and packaging materials—continues to rise. For wastewater systems to operate efficiently, especially in areas with low-flow conditions or long discharge runs, grinder pumps play a critical role. These pumps are designed to reduce solids into fine slurry, preventing clogs and improving flow throughout the system.
Among the top-performing products in this space is the GRP Series from HOMA Pumps. Engineered with robust materials, powerful motor options, and a proprietary cutter system, HOMA’s grinder pumps are trusted in residential, commercial, and light municipal applications. They’re purpose-built to shred the toughest materials and keep sewer lines flowing—even in the most demanding situations.
This blog will explore the advanced features of HOMA’s GRP Series Grinder Pumps, the industries and applications they serve, and how Industrial Air Services—with locations in Nashville, Knoxville, and Chattanooga—can help you install and maintain these high-efficiency systems for long-term success.
To schedule a consultation or service appointment, call (615) 641-3100 today.
The Role of Grinder Pumps in Modern Wastewater Systems
Grinder pumps are designed to process wastewater containing solids by macerating the solids into smaller particles, creating a homogenous slurry that can be easily pumped through small-diameter pipes. This is especially important in:
Low-pressure sewer systems
Remote or rural installations
Basements or below-grade structures
Commercial kitchens and multi-family dwellings
Without a grinder pump, solids can accumulate in the pipes, causing backups, system damage, and costly maintenance issues.
Unlike standard sewage pumps that simply pass solids through, a grinder pump cuts and pulverizes solids before transport, ensuring reliability even in the face of difficult waste streams.
Overview of the HOMA GRP Series Grinder Pumps
The HOMA GRP Series is a line of submersible grinder pumps designed for residential, commercial, and light municipal wastewater applications. What sets these pumps apart is their exceptional ability to shred soft solids and fibrous material while delivering reliable, energy-efficient performance.
Key specifications include:
Motor sizes from 1 to 15 horsepower
Single- and three-phase models
Capacities up to 130 GPM
Heads up to 200 feet
FM-approved explosion-proof versions
Available in wet pit or dry pit installations
Integral level control options
Whether you’re outfitting a new pump station or replacing an older grinder pump, the GRP Series provides dependable performance that reduces the likelihood of clogging and cuts maintenance frequency.
Built-In Cutter System: The Core of the GRP Advantage
The hallmark of the GRP Series is its integrated cutter system, engineered from specially hardened stainless steel components. With a hardness rating of HRC 55, this cutter system ensures consistent shredding of tough materials like:
Flushable wipes
Paper towels
Feminine hygiene products
Fabric or rags
Soft plastics and food waste
The rotating cutter and stationary cutting plate work together to deliver clean, efficient shearing action. This proprietary design not only reduces the likelihood of jamming but also maintains consistent performance over time, even in applications with high debris content.
Versatility Across Applications
The GRP Series can be used across a wide range of wastewater settings, including:
Residential sewage ejector pits
Low-pressure sewer systems in rural developments
Lift stations in commercial buildings
Institutional restrooms (schools, jails, nursing homes)
Restaurants, hotels, and food service establishments
In all of these environments, grinder pumps reduce the chance of clogs and keep downstream systems running at peak efficiency.
Flexible Installation and Adapter Compatibility
One of the common challenges in replacing existing grinder pumps is compatibility with existing guide rail or adapter systems. Fortunately, HOMA offers a wide range of adapter brackets and guide rail options, making the GRP Series compatible with most competitor systems. This makes retrofitting simple and cost-effective.
Additionally, the GRP Series can be installed in:
Wet wells with guide rail removal systems
Freestanding sump pits
Wall-mounted or floor-mounted dry pit installations
Packaged pump systems for plug-and-play setup
Explosion-Proof Models for Hazardous Locations
For wastewater systems that operate in hazardous environments, such as those with methane or hydrogen sulfide exposure, HOMA offers FM-approved explosion-proof GRP models. These pumps are certified for Class I, Division 1 hazardous areas and include:
Epoxy-coated motor housings
Sealed cable entries
Intrinsically safe sensor circuits
Anti-condensation heaters (optional)
These models are ideal for lift stations near landfills, food processing plants, or chemical handling areas.
Efficiency and Motor Options
HOMA GRP pumps are available with a variety of motor configurations to suit different performance needs. Motors are designed to operate at high efficiencies across a wide performance curve, ensuring:
Reliable flow at variable operating conditions
Reduced energy consumption
Lower heat generation for longer motor life
Whether you're moving wastewater over long distances or up steep inclines, HOMA offers a motor size and performance range to get the job done.
Real-World Example: Commercial Plaza in Knoxville, TN
A mixed-use commercial plaza housing restaurants, retail stores, and medical offices was experiencing frequent sewage backups due to solids accumulation in its outdated pumping system. The existing pumps couldn’t handle the influx of grease and debris from food prep areas.
They installed two GRP Series pumps with 7.5 HP motors and advanced cutter systems. The installation also included level controls, duplex control panels, and remote monitoring capability.
Results:
Elimination of weekly maintenance and clogging
Improved tenant satisfaction and plumbing reliability
Maintenance costs dropped by over 50%
Extended pump life expectancy due to optimal sizing and materials
To upgrade your wastewater system with HOMA GRP pumps, call Industrial Air Services at (615) 641-3100 today.
Why Choose HOMA GRP Pumps?
Industry-leading cutter system for superior shredding
Durable, corrosion-resistant materials
Explosion-proof options available
Wide performance range for multiple applications
Easy installation with flexible guide rail and mounting options
Backed by a network of service and support professionals
HOMA has built its reputation on manufacturing pumps that last—and perform under the toughest conditions. Combined with local expertise from Industrial Air Services, you get a grinder pump solution that’s built to serve your facility for years.
Industrial Air Services: Your Grinder Pump Experts
At Industrial Air Services, we don’t just sell pumps—we help you engineer solutions. Our team provides:
Application consulting and system evaluation
On-site service and troubleshooting
Turnkey pump replacement or installation
Rental pump options for emergencies or testing
Preventive maintenance programs
From grinder pump stations to full wastewater system design, we’re here to help you reduce downtime, minimize maintenance, and extend the life of your equipment.
Call (615) 641-3100 to speak with a grinder pump specialist today.
Conclusion
The challenges of modern wastewater management demand equipment that is tough, reliable, and engineered to handle the unexpected. With its powerful cutter system, durable build, and flexible design options, the HOMA GRP Series Grinder Pump is a trusted solution for eliminating clogs and maximizing flow—even in difficult sewer environments.
This blog is proudly provided by Industrial Air Services, your authorized HOMA Pump distributor for Nashville, Knoxville, and Chattanooga. Whether you're upgrading, expanding, or troubleshooting, we’re here to deliver dependable wastewater solutions. Call (615) 641-3100 to get started.
Maximizing Wastewater Management Efficiency with HOMA's A Series Non-Clog Pumps

Wastewater management is a vital part of maintaining public health, environmental sustainability, and industrial operations. From municipal treatment plants to large-scale industrial facilities, the ability to transport and process sewage and sludge efficiently can make or break the success of an operation. At the center of that process are the pumps—hardworking machines that must endure abrasive materials, fibrous debris, and corrosive liquids without fail.
This is where HOMA’s A Series Non-Clog Pumps shine. Built to handle the rigors of sewage and wastewater with unmatched reliability, the A Series has become a go-to solution for facilities that demand long service life, minimal maintenance, and optimal performance. Whether installed in municipal lift stations, industrial sumps, or sludge transfer systems, these pumps are designed to keep things flowing—literally.
In this blog, we’ll break down why HOMA’s A Series Non-Clog Pumps are considered industry leaders in wastewater handling, how they improve system performance, and how Industrial Air Services—with locations in Nashville, Knoxville, and Chattanooga—can help you select, install, and maintain the right solution for your application.
📞 For pump rentals, sales, or service, call Industrial Air Services at (615) 641-3100 today.
Why Non-Clog Pumps Are Critical for Wastewater Applications
Non-clog pumps are engineered to handle solids-laden liquids without blockage. Unlike standard centrifugal pumps, they are specifically built to allow suspended solids, stringy materials, and other wastewater debris to pass through without clogging the impeller or suction passages.
Clogging can lead to:
Pump failure
System downtime
Costly emergency repairs
Overflow events or environmental violations
Reduced equipment life
Municipal and industrial wastewater facilities often deal with unpredictable input. Everything from grease to plastic packaging to fibrous materials like wipes and rags ends up in the system. That’s why choosing the right non-clog pump can mean the difference between smooth operations and constant maintenance headaches.
Overview of HOMA's A Series Non-Clog Pumps
HOMA’s A Series is a line of submersible and dry pit wastewater pumps designed for the most demanding sewage and sludge applications. These pumps combine German-engineered precision with decades of field-tested design improvements to deliver best-in-class performance.
Key Features at a Glance:
Flow capacities up to 6,000 GPM
Heads up to 200 feet TDH
Solids-handling capability up to 6 inches
Available in submersible and dry pit configurations
FM-approved explosion-proof models
Cast iron or Duplex stainless steel construction options
Horizontal and vertical mountings
Vortex, single-vane, and multi-vane impeller choices
With this range of options, the A Series is versatile enough to support nearly any wastewater environment, including those with abrasive, corrosive, or hazardous materials.
The Power of Impeller Versatility
A standout feature of the HOMA A Series is the range of impeller designs available to suit different types of wastewater streams.
Vortex Impellers
Best for heavily contaminated or fibrous media
Offers virtually clog-free operation
Ideal for sludge and slurry-type waste
Single-Vane Impellers
Offers excellent solids-handling with good efficiency
Suitable for medium-solids wastewater and stormwater applications
Multi-Vane Impellers
Designed for high-head and high-flow operations
More efficient for cleaner or lightly contaminated fluids
Ideal for clean-out basins and lift stations with low debris load
The ability to choose the right impeller design enables operators to match the pump to the unique characteristics of their system, ensuring optimal performance and longer equipment life.
Explosion-Proof Options for Hazardous Environments
Many wastewater systems include hazardous zones where flammable gases or vapors may be present. HOMA’s A Series includes FM-approved explosion-proof (XP) submersible motors, offering a safe solution for Class I, Division 1, Group C & D environments.
Explosion-proof A Series models provide:
Encapsulated stator windings
Anti-condensation heating options
Intrinsically safe leakage and temperature sensors
Corrosion-resistant exterior coating
Robust mechanical seals
This makes them ideal for:
Municipal sewer systems with methane off-gassing
Industrial wastewater with volatile chemicals
Lift stations located near landfills or chemical plants
Built-In Monitoring and Protection Systems
To increase reliability and minimize downtime, HOMA integrates standard temperature and leakage sensors into every A Series pump. These sensors allow for:
Early detection of moisture intrusion
Protection against overheating
Real-time performance alerts
Integration with SCADA systems or plant control panels
These safety features reduce the risk of catastrophic pump failure and help teams plan predictive maintenance—saving time, money, and stress.
Materials That Stand the Test of Time
HOMA understands that wastewater is tough on equipment. That’s why A Series pumps are constructed using:
Cast iron (ASTM A48 Class 35B) for durability and impact resistance
Duplex stainless steel (ASTM A890 1B) for corrosion and abrasion resistance in aggressive media
Optional Ceramic-coated parts for ultra-high wear protection
Hardened impellers and wear rings to maintain hydraulic efficiency
This construction ensures these pumps can survive years of constant operation in some of the most hostile wastewater environments on earth.
Real-World Application: Municipal Lift Station Retrofit – Chattanooga, TN
A municipal wastewater utility in Chattanooga was experiencing chronic clogging and performance issues with their outdated sewage pumps. The location serviced over 12,000 residents and received frequent complaints of backup and odor.
They installed two HOMA A Series pumps with vortex impellers and FM-approved XP motors.
Results:
94% reduction in emergency maintenance calls
Over $40,000 saved annually on clog-related service costs
Improved flow rates and tank turnover
Real-time monitoring integrated with citywide SCADA system
📞 Interested in a similar upgrade? Call (615) 641-3100 to speak with an Industrial Air Services technician.
Why Choose HOMA's A Series Over Other Brands?
Proven in thousands of wastewater installations globally
Backed by decades of German engineering and North American support
Wide range of configurations and materials
Fully compatible with competitor guide rail systems and discharge adapters
Designed for long-term performance, not just initial installation
When your operation relies on uninterrupted wastewater flow, you need a pump system you can trust.
Partnering with Industrial Air Services
As the regional distributor and service provider for HOMA Pumps, Industrial Air Services delivers unmatched local support to customers throughout Nashville, Knoxville, and Chattanooga. We provide:
Pump selection and sizing consultations
On-site walkthroughs and system audits
Turnkey installation and commissioning
Preventive maintenance and 24/7 emergency support
Stocked parts and repair services for HOMA and other major brands
📞 For expert help selecting the right non-clog pump for your application, call (615) 641-3100 today.
Conclusion
When it comes to wastewater management, reliability and efficiency aren’t just nice to have—they’re mandatory. The HOMA A Series Non-Clog Pump combines robust engineering, advanced safety features, and unmatched solids-handling capabilities to deliver peak performance in even the harshest sewage and sludge environments.
This blog is proudly provided by Industrial Air Services, your trusted source for HOMA Pumps and wastewater system solutions in Nashville, Knoxville, and Chattanooga. For sales, rental, or service, call us today at (615) 641-3100.
Introducing the Vertical Zone Valve Box: A Space-Saving Solution for Medical Gas Operations

In healthcare environments, every inch of wall space matters. From crowded utility corridors to tightly packed patient rooms and surgical suites, architects and facility planners are always looking for ways to optimize design without sacrificing function or compliance. That’s why Powerex, a leader in medical gas equipment, developed the Vertical Zone Valve Box—a revolutionary solution that offers the same safety, accessibility, and NFPA 99 compliance as traditional systems but in a fraction of the space.
The Vertical Zone Valve Box is designed for modern healthcare construction, renovation, and expansion projects that demand flexibility, speed of installation, and space-saving innovations. It’s an ideal option for hospitals, surgical centers, dental practices, and any medical facility looking to simplify medical gas line installations while maintaining full code compliance.
In this blog, we’ll explore how the Powerex Vertical Zone Valve Box works, what makes it different, its advantages over traditional horizontal systems, and how Industrial Air Services, with offices in Nashville, Knoxville, and Chattanooga, supports local healthcare providers with expert design, installation, and ongoing service.
📞 For help selecting or installing the right medical gas equipment, call (615) 641-3100 today.
What Is a Zone Valve Box?
A zone valve box is a critical component in a medical gas system. It contains valves that control and isolate gas flow to specific zones or areas of a healthcare facility. These boxes:
Allow emergency shutoff of gases like oxygen, medical air, and nitrous oxide
Help isolate areas for maintenance or renovation without disrupting other zones
Provide easy access to medical gas shutoff points for emergency response teams
Must comply with NFPA 99: Health Care Facilities Code
Typically, zone valve boxes are installed in corridors or mechanical rooms and house multiple valves in a single, wall-mounted enclosure with a clear viewing window and labels.
What Makes the Powerex Vertical Zone Valve Box Different?
Most zone valve boxes on the market are horizontal—they run laterally across the wall, requiring long horizontal pipe runs and taking up significant space behind the wall. This is not ideal for:
Narrow hallways or small exam rooms
Areas where wall studs obstruct horizontal routing
Renovation projects where space is already tight
The Powerex Vertical Zone Valve Box flips the script—literally.
Key Innovation: Top Entry, Top Exit Design
Instead of requiring lateral pipe routing, the Vertical Zone Valve Box uses a top-entry and top-exit configuration, meaning:
All piping enters and exits the enclosure from above
There is no need for side wall or stud cavity space
Vertical risers or drops can be run directly to the box
This design allows the valve box to be installed between standard wall studs without modification, saving both time and space.
NFPA 99 Compliance
Despite its compact layout, the Vertical Zone Valve Box meets or exceeds all NFPA 99 standards, including:
Clear view ports for valve positions
Proper labeling of gas types and areas served
Accessible shutoff valves for emergency and maintenance use
Recessed or surface-mounting options
Healthcare providers can be confident that they’re staying compliant while gaining installation flexibility.
Modular and Scalable Design
Powerex’s vertical valve boxes can be configured for:
Multiple gases (oxygen, air, vacuum, N₂O, CO₂, etc.)
1 to 7 valve assemblies in a single vertical stack
Custom layouts for surgical suites, ICU wings, dental clinics, and more
They also allow for easy future expansion as facility needs evolve.
Benefits of Vertical Zone Valve Boxes
1. Saves Wall Space
The vertical configuration takes up less horizontal real estate, making it perfect for:
Retrofits and renovations
Modular patient rooms
Narrow hallways or lab corridors
Clinics with minimal infrastructure space
2. Speeds Up Installation
With top-entry piping, contractors spend less time routing lines and cutting into walls. Installers can simply route pipes down from above or up from a mechanical space below, minimizing labor time.
This translates to:
Shorter construction timelines
Fewer building disruptions
Reduced installation cost
3. Simplifies Code Compliance
Powerex designs its zone valve boxes to make inspections and labeling straightforward. Each valve is clearly labeled, color-coded, and visible through an access panel with a viewing window—exactly what NFPA 99 requires.
4. Increases Flexibility in Tight Spaces
Whether you’re outfitting a mobile clinic or retrofitting a dental suite in an older building, vertical valve boxes make it easier to provide complete medical gas coverage without knocking down walls or re-routing major building systems.
Real-World Use Case: Surgery Center Renovation – Nashville, TN
A surgical center undergoing a fast-track renovation needed to upgrade its oxygen and vacuum systems to meet new code requirements. However, wall space was extremely limited due to existing plumbing, fire suppression, and electrical conduits.
Solution: Industrial Air Services worked with the general contractor to specify and install Powerex Vertical Zone Valve Boxes. The boxes were installed between existing studs, and the top-entry piping design allowed contractors to tie into the building’s medical gas risers without opening up additional wall sections.
Results:
Completed installation 3 days ahead of schedule
No major wall modifications required
Full NFPA 99 compliance passed on the first inspection
Maintained walkability and aesthetic in a narrow hallway
📞 Need a similar solution? Call Industrial Air Services at (615) 641-3100 today.
Who Can Benefit from Powerex Vertical Zone Valve Boxes?
Hospitals looking to expand or renovate aging infrastructure
Outpatient surgery centers seeking space-efficient gas systems
Dental clinics that need reliable medical gas in compact operatories
Veterinary and specialty clinics with constrained mechanical access
Architects and MEP engineers designing new medical spaces
Wherever space and code compliance are top priorities, the vertical zone valve box provides an edge.
Partnering With Industrial Air Services
At Industrial Air Services, we help healthcare clients design and implement compliant, space-saving medical gas systems. As a regional Powerex distributor serving Nashville, Knoxville, and Chattanooga, we provide:
Product selection and system design
On-site walkthroughs and layout consultation
Code review and NFPA 99 expertise
Installation and commissioning
Preventive maintenance and emergency support
📞 To request a quote or schedule a consultation, call (615) 641-3100 today.
Conclusion
In the ever-evolving world of healthcare construction and renovation, smart, efficient solutions are more valuable than ever. The Powerex Vertical Zone Valve Box meets that challenge head-on—offering a compact, code-compliant, and contractor-friendly design that fits into tight spaces without compromise.
This blog is proudly provided by Industrial Air Services, your trusted partner for medical gas equipment and Powerex solutions in Nashville, Knoxville, and Chattanooga. Let’s make your next medical gas project smarter, safer, and more space-efficient. Call (615) 641-3100 today.
Powerex's Redesigned Enclosed Vacuum Systems: Compact, Quiet, and Efficient

In a world where space, noise, and efficiency are at a premium, traditional vacuum systems often fall short—especially in medical, laboratory, and light industrial settings. These environments demand clean, quiet, and reliable vacuum performance without compromising on space or safety. That’s why Powerex, a pioneer in oil-free compressed air and vacuum technology, has redesigned its enclosed vacuum systems with a focus on smarter performance and streamlined integration.
The result is a next-generation solution that combines compact form, ultra-quiet operation, and exceptional energy efficiency—perfectly suited for modern applications ranging from outpatient surgical centers to scientific research labs and precision manufacturing.
In this blog post, we’ll explore what makes Powerex’s redesigned enclosed vacuum systems stand out, who benefits from them, and how Industrial Air Services, with locations in Nashville, Knoxville, and Chattanooga, supports customers in bringing these systems to life with expert consultation, installation, and maintenance.
📞 For tailored vacuum system design and support, call (615) 641-3100 today.
Why Enclosed Vacuum Systems Matter
Vacuum systems are used in a wide range of applications to provide suction, negative pressure, and air removal capabilities. Common applications include:
Medical gas and surgical vacuum
Laboratory vacuum for filtration or aspiration
Dental suction
Industrial automation and material handling
Packaging and thermoforming
Semiconductor manufacturing
However, traditional vacuum systems often present several challenges:
Noise that disrupts work environments
Bulky equipment that takes up valuable square footage
Heat generation that impacts HVAC load
Frequent maintenance due to oil-based operation or poor filtration
Powerex’s redesigned enclosed vacuum systems address these pain points with a purpose-built solution.
Key Features of the Redesigned Enclosed Vacuum Systems
1. Ultra-Quiet Operation
Noise pollution is a growing concern in modern workspaces, especially in healthcare and research facilities. Powerex’s enclosed vacuum systems feature advanced acoustic insulation and optimized airflow, reducing noise output to levels that are safe and comfortable in occupied spaces.
Typical noise levels are as low as 62–65 dB(A), making them quieter than many commercial refrigerators or office conversations.
2. Compact, Space-Saving Design
Facility managers love Powerex systems for their small footprint and vertical configuration, which allows for easy placement in mechanical rooms, utility closets, or even occupied clinical areas. The redesigned enclosure includes:
Integrated pump(s), motor(s), and receiver tank
Mounted control panel with digital display
Easy access for servicing from the front or sides
Optional casters for mobility and flexibility
This makes them ideal for renovations, expansions, or new builds where mechanical room space is limited.
3. Oil-Free Scroll Technology
At the heart of these vacuum systems is Powerex’s oil-free scroll pump—a technology designed to deliver:
Clean, dry vacuum with no oil contamination risk
Reduced maintenance intervals (no oil changes or separation systems)
Lower operating costs over time
Environmentally friendly operation
With fewer moving parts and no oil to manage, scroll pumps are quieter, more reliable, and easier to maintain than traditional rotary vane or liquid ring systems.
4. Redundancy and Reliability
Powerex vacuum systems are available in configurations including:
Duplex (2 pumps)
Triplex (3 pumps)
Quadplex (4 pumps)
These redundant setups ensure that even if one pump is down for maintenance, the system continues to operate at capacity. Smart load-sharing also extends the life of each pump and balances run hours evenly.
5. B-Control Monitoring System
The redesigned units are equipped with Powerex’s B-Control monitoring platform, which includes:
Real-time system status
Operating hours and pressure trends
Alarm logs and service alerts
Modbus communication for BMS integration
This enables proactive maintenance and easy integration with building control systems—ideal for healthcare and institutional settings.
Applications Across Industries
Healthcare and Outpatient Centers
Medical vacuum is critical for:
Surgical suction
Anesthesia evacuation
Wound drainage
Laboratory sample handling
Powerex enclosed vacuum systems meet or exceed NFPA 99 requirements and are a trusted choice for ambulatory surgical centers, dental offices, and hospitals alike.
Research Laboratories
Labs need:
Stable, oil-free vacuum for precision experiments
Low-noise equipment for focused work environments
Small systems that don’t dominate limited bench or floor space
Powerex’s compact, quiet vacuum solutions allow for seamless integration into modern research labs, biotech startups, and university departments.
Industrial and Light Manufacturing
Applications include:
Pick-and-place automation
Vacuum clamping
Packaging and bottling lines
Thermoforming processes
In these settings, Powerex enclosed vacuum systems offer a reliable, low-maintenance alternative to traditional noisy pumps, without requiring a dedicated equipment room.
Real-World Example: Ambulatory Surgery Center – Knoxville, TN
An ASC needed a replacement vacuum system after noise complaints and increased maintenance costs from an older rotary vane unit. They wanted a solution that would be reliable, quiet, and easy to maintain—without requiring an HVAC overhaul or room expansion.
Solution: Industrial Air Services installed a Powerex duplex enclosed vacuum system with B-Control and sound-insulated housing.
Results:
Noise reduction of over 20 dB(A)
No oil changes or maintenance shutdowns in the first 12 months
Space savings of nearly 50% compared to the previous system
Real-time alerts simplified facility monitoring and compliance
📞 Want to explore an upgrade like this? Call (615) 641-3100 today.
Benefits of Choosing Powerex Enclosed Vacuum Systems
Whisper-quiet performance
Plug-and-play installation with minimal space requirements
Low maintenance with oil-free scroll pumps
Redundant configurations ensure reliability for critical applications
Integrated digital controls for smarter system management
Compliance-ready for medical and lab settings
Why Industrial Air Services Recommends Powerex
With a reputation for quality and innovation, Powerex is our go-to solution for vacuum systems that must perform under pressure—literally and figuratively.
At Industrial Air Services, we offer:
System sizing and specification
On-site consultations
Turnkey installation and commissioning
Preventive maintenance and repair services
Integration with your existing compressed air infrastructure
Our team serves healthcare, commercial, and light industrial clients across Nashville, Knoxville, and Chattanooga, helping them reduce downtime, cut operating costs, and improve performance.
📞 Ready to upgrade your vacuum system? Call (615) 641-3100 now to speak with a vacuum system expert.
Conclusion
When it comes to delivering quiet, compact, and reliable vacuum in demanding environments, Powerex’s redesigned enclosed vacuum systems set a new standard. Whether you're managing a hospital, designing a lab, or modernizing a production line, these systems deliver the performance you need—without the noise or maintenance headaches.
This blog is proudly provided by Industrial Air Services, your Powerex distributor for Nashville, Knoxville, and Chattanooga. To request a quote or schedule a walkthrough, call (615) 641-3100 today.
Enhancing Industrial Efficiency with Powerex’s TDD Industrial Air Treatment Skid

In any industrial operation, compressed air is a vital utility—second only to electricity in importance. But raw compressed air straight from a compressor is often hot, wet, and contaminated with oil, particulates, and moisture. For industries that rely on high-quality air to ensure product integrity and protect sensitive equipment, this poses a major challenge.
That’s why Powerex, a pioneer in oil-free and clean air systems, developed the TDD Industrial Air Treatment Skid. This all-in-one solution delivers clean, dry, and consistent compressed air, designed to meet the exacting standards of industrial applications ranging from food packaging and pharmaceuticals to automated assembly lines and pneumatic controls.
In this article, we’ll explore the TDD Air Treatment Skid in depth—how it works, its benefits, key technical specifications, and how it can elevate the reliability, performance, and efficiency of your facility’s compressed air system.
This information is proudly provided by Industrial Air Services, your trusted partner for Powerex systems with locations in Nashville, Knoxville, and Chattanooga. To schedule a consultation or system design evaluation, call (615) 641-3100 today.
Why Compressed Air Treatment Matters
Compressed air, if untreated, is a liability rather than an asset. It contains:
Water vapor that condenses into damaging moisture
Oil aerosols that contaminate downstream equipment
Solid particulates from dust and wear
Microorganisms that can thrive in warm, moist environments
Left unaddressed, these contaminants can:
Shorten equipment life
Cause corrosion in pneumatic tools and pipelines
Ruin product batches (especially in food, beverage, and pharmaceutical sectors)
Lead to regulatory compliance issues
Increase unplanned downtime and maintenance costs
That’s why air treatment systems are an essential part of any reliable compressed air network—and why Powerex’s TDD Air Treatment Skid is such a valuable addition.
What Is the TDD Industrial Air Treatment Skid?
The Powerex TDD Skid is a turnkey, skid-mounted regenerative desiccant dryer system that removes moisture and contaminants from compressed air, delivering ISO 8573.1 Class 1.2.1 air quality.
Designed for ease of installation and consistent performance, this system includes:
A dual-tower desiccant dryer
Pre- and after-filters for particulate and coalescing filtration
Integrated control panel with monitoring capabilities
Compact skid frame for plug-and-play setup
Optional dew point monitoring and pressure gauges
It’s a fully integrated air treatment system that can be placed inline with a compressor, requiring no additional housing, structure, or buildout.
Key Features of the TDD Air Treatment Skid
1. -40°F Dew Point Dry Air
At the heart of the system is its ability to produce air with a dew point as low as -40°F, making it ideal for critical applications where even a trace of moisture can cause failure or contamination.
This ensures:
No condensation in air lines
Protection from freezing in cold environments
Maximum longevity for pneumatic tools and actuators
2. Twin-Tower Desiccant Dryer
The regenerative desiccant dryer uses two towers filled with moisture-absorbing desiccant media. While one tower is drying the air, the other is being regenerated, allowing for continuous, uninterrupted operation.
Advantages include:
Constant air flow with no dips in quality
Highly effective drying for sensitive or high-purity systems
Long service intervals and low operating noise
3. Integrated Filtration
Each TDD skid includes:
A pre-filter to remove oil aerosols and particulates before air enters the dryer
An after-filter to capture desiccant dust and fine particles downstream
This multi-stage approach ensures that air is clean, dry, and ready for use—compliant with ISO 8573.1 Class 1.2.1 standards.
4. Plug-and-Play Installation
Because the system is skid-mounted, it arrives fully assembled and factory-tested. Simply connect to your compressor and air piping and you’re ready to go.
This minimizes:
Installation time
Engineering requirements
Commissioning headaches
Downtime for system upgrades
5. Optional Dew Point Monitoring
With the optional dew point monitor, operators can track system performance in real time and schedule maintenance only when needed—saving time and money while improving reliability.
Applications Across Industry
The TDD Air Treatment Skid is versatile and powerful, making it an ideal solution for:
Pharmaceutical manufacturing – Prevents contamination in cleanrooms and packaging lines
Food and beverage – Ensures air that comes in contact with product or packaging is free of oil and moisture
Electronics assembly – Protects sensitive circuitry from water vapor and particulates
Automotive – Powers tools and robots without damaging control systems
Plastics and injection molding – Prevents air bubbles or defects in molded parts
Paint and finishing shops – Delivers clean air that doesn’t affect coating consistency
Any process that relies on dry, clean air will benefit from the reliability and efficiency of this skid-based system.
Real-World Example: Food Packaging Plant in Chattanooga, TN
A food processing facility was experiencing moisture-related failures in its pneumatic packaging line, including frequent seal malfunctions and sensor issues. Their existing dryer was underperforming, and they were concerned about compliance with FDA and SQF guidelines.
Solution: Industrial Air Services installed a Powerex TDD Skid between their compressor and packaging equipment.
Results:
Moisture problems eliminated within 24 hours
Reduced packaging line downtime by 35%
Passed third-party air quality audit
Maintenance intervals extended from monthly to quarterly
📞 Want similar results? Call (615) 641-3100 to speak with an expert today.
Benefits of Choosing the Powerex TDD Skid
Space-Saving Design – All components housed on a compact skid
Low Maintenance – Desiccant media has long service life and filters are easy to replace
Energy Efficiency – System operates efficiently with minimal purge air loss
Quiet Operation – Great for indoor or noise-sensitive environments
Future-Proof – Optional features like dew point sensors allow you to scale your monitoring as needed
Why Industrial Air Services Recommends Powerex
At Industrial Air Services, we work with facilities across Tennessee to design, install, and maintain high-performance compressed air systems. We recommend the Powerex TDD Air Treatment Skid because it consistently delivers:
Easy integration
Superior air quality
Long-term reliability
Cost savings through efficiency and reduced downtime
Whether you're upgrading an existing plant or building a new production line, this system checks every box for performance and compliance.
Getting Started
Choosing the right air treatment system depends on your:
Compressor output (CFM and pressure)
Ambient and process temperature
Regulatory requirements (ISO, FDA, GMP, etc.)
Equipment sensitivity and maintenance goals
Let our team help you evaluate your current system and recommend the right setup for your needs.
📞 Call Industrial Air Services at (615) 641-3100 to schedule a free consultation.
Conclusion
Moisture and contaminants in compressed air don’t just pose operational risks—they cost money, compromise safety, and reduce productivity. The Powerex TDD Industrial Air Treatment Skid offers a compact, turnkey solution that protects your equipment, ensures compliance, and boosts efficiency across your facility.
This blog is proudly provided by Industrial Air Services, your regional Powerex distributor serving Nashville, Knoxville, and Chattanooga. Contact us today to explore how a TDD Skid could transform your compressed air system. Call (615) 641-3100 now.
From Research Labs to Industrial Production: The Versatility of Bauer Compressors in Various Applications
Few technologies can claim relevance across industries as diverse as scientific research, medical life support, plastics manufacturing, fire protection, offshore oil rigs, and renewable energy. Yet Bauer Compressors has earned that distinction by delivering reliable, high-pressure air and gas systems that are adaptable, scalable, and designed to perform in a wide range of environments.
With over 75 years of innovation and engineering behind them, Bauer Compressors have become the trusted name in air and gas compression—whether you're running a pharmaceutical cleanroom, a CNG fueling station, or a defense training facility. Their systems are known for their durability, safety, and efficiency—but it’s their versatility that makes them a powerful solution in such a broad array of applications.
In this post, we’ll highlight the incredible range of use cases for Bauer systems and explain how Industrial Air Services, with offices in Nashville, Knoxville, and Chattanooga, helps customers integrate the right compressor systems into their operations—no matter the scale or industry.
📞 To find the right compressor for your application, call (615) 641-3100 today.
The Backbone of So Many Industries
From lab benches to offshore platforms, Bauer compressors are trusted for their clean, high-pressure air and gas delivery. What makes Bauer unique is their ability to deliver purpose-built systems that serve highly specialized needs while maintaining the same core standards: oil-free operation, rugged construction, and real-time system intelligence.
Let’s take a look at how these systems are used across several key sectors.
Scientific Research and Laboratories
Bauer compressors are frequently used in:
University labs and R&D centers
Analytical testing facilities
Cleanrooms and biotech labs
Why Bauer?
Oil-free compression prevents contamination of sensitive instruments and samples
Quiet, low-vibration operation suits indoor lab environments
Compact footprint fits into tight utility spaces
Real-time monitoring ensures purity and performance compliance
Whether supplying air to an LC-MS unit or maintaining pressure in a glovebox environment, Bauer systems support critical research with reliable, contaminant-free compressed air.
Medical and Healthcare Facilities
Applications include:
Respiratory support
Dental tools
Surgical pneumatics
Lab equipment
Why Bauer?
Meets ISO Class 0 standards for oil-free air
Compliant with NFPA 99 for medical air delivery
Designed for quiet operation near patients
Integrated alarms and B-CONTROL for safety monitoring
Healthcare facilities trust Bauer to provide breathing air and medical utility air that meets the highest purity and reliability standards.
Plastics Manufacturing and Gas Injection Molding
Applications include:
Hollow plastic part production
Nitrogen injection for weight reduction
Structural reinforcement of molded parts
Why Bauer?
High-pressure nitrogen compression up to 5,000 psi
Oil-free systems protect mold quality
Digital controls ensure precision timing
Skid-mounted packages are easy to install and scale
Gas assist molding demands accuracy and speed—two qualities Bauer systems deliver consistently on global production lines.
Fire Departments and Emergency Services
Applications include:
SCBA tank refills
Mobile breathing air stations
Rescue team support
Why Bauer?
NFPA 1989 compliant for breathing air quality
Fast-fill cascade systems with unattended fill options
Trailer and vehicle-mounted solutions for mobile use
Proven reliability in critical emergency conditions
Thousands of fire departments across the U.S. trust Bauer for life-supporting air when it matters most.
Oil and Gas (Onshore and Offshore)
Applications include:
Breathing air on rigs
Gas injection systems
Instrument air for valves and actuators
Why Bauer?
Explosion-proof and hazardous zone-rated options
Corrosion-resistant construction for saltwater environments
Marine-grade enclosures and space-efficient skids
Remote diagnostics for unmanned operations
Bauer’s systems are built to survive—and perform—in the toughest environments on Earth.
Renewable Energy and Alternative Fuels
Applications include:
RNG (biomethane) capture and storage
Hydrogen compression for fueling stations
CNG fueling for transit and commercial fleets
Why Bauer?
Oil-free systems prevent gas contamination
Integrated filtration and gas drying
Modular skids for fast installation
Scalable output to match energy demand growth
In the race to decarbonize, Bauer’s high-efficiency compressors power the transition to cleaner fuels across sectors.
Military and Government Use
Applications include:
Breathing air for training
Dive tank filling
Field-portable compressor units
Why Bauer?
Built to military durability specs
Lightweight and transportable designs for field use
Low-maintenance components
Long lifecycle under rugged operating conditions
Used by militaries around the world, Bauer compressors play a critical role in readiness and safety.
Bauer’s Modular Design Advantage
A major reason Bauer excels across so many industries is their modular system architecture. This approach allows Industrial Air Services to help customers tailor systems to their exact needs:
Multiple power and pressure ranges
Oil-free and lubricated options
Air and gas-specific filtration packages
B-CONTROL II smart monitoring integration
Skid-mounted, vertical, or containerized options
From the compressor core to storage, monitoring, and delivery—every system can be adapted to your space, application, and performance goals.
Real-World Example: University Research Center – Knoxville, TN
A biomedical engineering lab required an oil-free air supply for 10 workstations, each with its own air-powered analytical instrument. They installed a Bauer compact scroll compressor with inline filtration, pressure regulation, and remote monitoring.
Results:
Clean air delivery with ISO Class 0 certification
Near-silent operation in an indoor space
Zero instrument downtime in the first 18 months
Easy expansion options as research needs grow
📞 Interested in a system like this? Call (615) 641-3100 for more information.
Industrial Air Services: Your Local Bauer Partner
At Industrial Air Services, we help companies and institutions across Nashville, Knoxville, and Chattanooga select and maintain Bauer systems tailored to their exact use cases. Our team of engineers and service technicians offers:
Custom system design
On-site consultation
Installation and commissioning
Preventive maintenance programs
Emergency service and repairs
We serve clients in manufacturing, public service, energy, healthcare, and more—making sure every Bauer system performs like it was built just for you.
📞 For local service or a custom quote, call (615) 641-3100 today.
Conclusion
From the lab bench to the oil rig, Bauer Compressors has earned its place as a global leader in air and gas compression by doing more than just building great machines—they build systems that solve real-world problems across every industry.
This blog is proudly provided by Industrial Air Services, your regional Bauer expert serving Nashville, Knoxville, and Chattanooga. Let us help you find the compressor solution that fits your needs, no matter the challenge. Call (615) 641-3100 to get started.
Navigating the Challenges of Offshore Oil and Gas Operations: Bauer’s Reliable Compression Systems
Offshore oil and gas operations represent some of the harshest, most demanding environments on the planet. Platforms and rigs must function 24/7 in salt-laden air, extreme temperatures, and high-pressure situations—all while maintaining strict safety and environmental standards. Whether it’s for breathing air, instrument air, emergency response, or gas injection, compressed air and gas systems are essential offshore, and failure is not an option.
That’s where Bauer Compressors excels. With a global reputation for durability, precision, and engineering excellence, Bauer has developed high-performance compression systems specifically designed to withstand the unique conditions of offshore operations. From drilling rigs and production platforms to support vessels and FPSOs, Bauer’s compressors help keep crews safe, equipment running, and projects on schedule.
In this post, we’ll explore how Bauer addresses the complex needs of offshore oil and gas operations and how Industrial Air Services, with locations in Nashville, Knoxville, and Chattanooga, supports these systems with sales, installation, and service for companies operating across the Gulf and beyond.
📞 For expert consultation, call (615) 641-3100 today.
Why Compression Matters Offshore
Compressed air and gas play multiple critical roles in offshore environments. Systems must deliver:
Breathing air for dive support, confined space entry, and emergency scenarios
Instrument air to operate control valves, actuators, and safety systems
Gas injection and booster pressure for enhanced oil recovery
Fire suppression system support
Air-powered tools for maintenance and construction
These compressors must operate reliably in environments with:
High humidity and salt corrosion
Limited maintenance windows
Extreme heat and cold
Vibration from engines and mechanical systems
Limited space and high safety expectations
Bauer’s rugged systems are engineered to meet and exceed these challenges.
Key Features of Bauer Offshore Compression Systems
1. Marine-Grade Construction
Bauer offers systems built with corrosion-resistant materials, including:
Stainless steel enclosures and fasteners
Powder-coated aluminum frames
Sealed electrical systems rated for marine or hazardous zones
Offshore-ready skids for shipboard and platform mounting
These systems resist saltwater spray and corrosion while maintaining structural integrity in extreme climates.
2. Explosion-Proof and Zone-Rated Designs
Offshore installations often require equipment that is:
Explosion-proof (Class I, Div 1 or ATEX Zone 1 rated)
Certified for hazardous gas atmospheres
Designed with intrinsically safe controls
Bauer offers compressors engineered for these specifications, complete with gas leak detection, flame arrestors, and pressure relief systems for enhanced safety.
3. Oil-Free Breathing Air Systems
Offshore diving operations and confined space entries require ultra-pure breathing air. Bauer’s oil-free compressors and purification packages provide:
ISO 8573-1 Class 0 air quality
NFPA 1989-compliant filtration
CO monitoring and purification
Cascade storage and fill station options
These systems support dive teams, helicopter landing personnel, emergency escape packs, and ERTs (Emergency Response Teams).
4. Compact, Modular Layouts
Space is a premium offshore. Bauer’s compressors are designed for tight footprints and modular configuration, allowing them to fit into mechanical rooms, containerized enclosures, or deck-mounted systems.
They can be:
Skid-mounted
Stackable with accessories
Built into 10- or 20-foot ISO containers for plug-and-play deployment
5. Remote Monitoring and Diagnostics
With Bauer’s B-CONTROL II system, operators can:
Monitor system performance from a central control room
Receive alerts for pressure drops, temperature deviations, or gas leaks
Schedule maintenance based on real-time usage data
Integrate with platform SCADA and automation systems
This is crucial for maintaining uptime and minimizing crew risk.
Real-World Use Case: Gulf of Mexico Oil Platform
A Gulf Coast operator needed a high-pressure breathing air compressor system for offshore dive support and ERT use. The system had to:
Operate in a Class I, Div 2 environment
Be mounted on a weather-exposed deck
Deliver air for up to 10 SCBA fill stations
Include backup redundancy and remote alarm functionality
Solution: Bauer provided a custom skid-mounted oil-free compressor package, complete with dual filtration, marine-grade enclosure, and explosion-proof controls.
Results:
100% compliance with NFPA and OSHA standards
20% reduction in downtime versus the legacy system
Improved crew safety and confidence during confined space operations
Reduced maintenance frequency and corrosion-related failures
📞 Ready to upgrade your offshore air system? Call Industrial Air Services at (615) 641-3100.
Built for Reliability, Engineered for Safety
Offshore systems must endure more than just mechanical stress—they must meet the highest levels of regulatory scrutiny and worker safety. Bauer’s compressors are trusted in:
Offshore drilling rigs
Production platforms
Floating production storage and offloading units (FPSOs)
Offshore supply and support vessels (OSVs)
Subsea intervention and ROV support barges
Remote oil and gas installations
Each compressor system is tested under load before delivery, ensuring it performs under real-world offshore conditions from day one.
Industrial Air Services: Your Offshore Compression Partner
As the authorized Bauer distributor serving Nashville, Knoxville, and Chattanooga, Industrial Air Services is uniquely equipped to support offshore operators throughout the Southeast and Gulf Coast. We offer:
Custom system selection and build coordination
Certified installation teams with offshore experience
On-site commissioning and crew training
24/7 technical support and emergency response
Preventive maintenance programs and parts sourcing
Whether you need a new compressor, service on an existing unit, or a backup solution for critical operations, our team is ready to deliver.
📞 Call (615) 641-3100 today to speak with a Bauer offshore system expert.
Conclusion
Offshore oil and gas operations demand equipment that’s not only tough but smart, safe, and reliable. With rugged, marine-grade components, oil-free purity, and proven performance under pressure, Bauer Compressors are the trusted choice for offshore compression.
This blog is proudly provided by Industrial Air Services, your regional source for Bauer offshore compressor systems in Nashville, Knoxville, and Chattanooga. To schedule a consultation or learn more about Bauer solutions for offshore environments, call (615) 641-3100 today.
Sustainable Solutions: Bauer Compressors’ Innovations in Renewable Natural Gas (RNG) and Biogas Compression
As the world shifts toward sustainable energy sources, one resource continues to gain momentum for its efficiency, renewability, and environmental benefits: Renewable Natural Gas (RNG). Derived from organic waste, RNG—also known as biomethane—is a clean-burning alternative to traditional fossil fuels, and it’s increasingly used in transportation, power generation, and heating.
But transforming raw biogas into usable RNG isn’t simple. It requires a complex system of collection, purification, and—critically—compression. That’s where Bauer Compressors shines.
With more than 75 years of engineering experience and a growing footprint in the clean energy sector, Bauer has developed purpose-built systems to help operators capture, clean, compress, and deliver RNG safely and efficiently. From landfills to farms to wastewater treatment facilities, Bauer's advanced compression technology is helping drive the future of green energy.
In this blog, we’ll dive into how RNG works, the role of compression in biogas processing, and how Industrial Air Services, with locations in Nashville, Knoxville, and Chattanooga, helps local and regional operators install, maintain, and optimize Bauer RNG systems.
📞 To speak with an RNG compression specialist, call (615) 641-3100 today.
What Is Renewable Natural Gas?
RNG is chemically identical to fossil natural gas but comes from organic sources such as:
Agricultural waste (manure, crop residues)
Landfill gas (decomposing municipal solid waste)
Wastewater treatment plants
Food processing byproducts
These materials naturally produce methane (CH₄) during decomposition. That methane is captured as biogas, then processed to remove:
Moisture
Carbon dioxide (CO₂)
Hydrogen sulfide (H₂S)
Volatile organic compounds (VOCs)
Once purified to pipeline-grade quality (typically >96% methane), the resulting gas is considered RNG and can be:
Injected into the natural gas grid
Compressed into CNG for vehicle fueling
Used for onsite power or heating
Why Compression Is Essential in RNG Production
Before RNG can be stored, transported, or injected into the pipeline, it must be compressed to meet volume and pressure requirements. This process includes:
Post-purification compression for pipeline injection (200–1,200 psi)
Storage compression into high-pressure vessels
Dispensing compression for CNG fueling stations (up to 3,600 psi)
Without robust and reliable compression, RNG cannot be distributed or monetized effectively. Bauer’s systems are built specifically for this stage—handling challenging gas streams with high uptime and efficiency.
Bauer’s Compression Technology for RNG and Biogas
1. Oil-Free Gas Compression
Bauer compressors used in RNG applications are oil-free, preventing contamination of the purified gas and ensuring compliance with gas utility and environmental regulations.
2. High-Pressure Capabilities
Bauer systems can achieve working pressures up to 5,000 psi, making them ideal for:
Pipeline injection
CNG vehicle fueling stations
Storage trailers and gas transport
3. Skid-Mounted, Plug-and-Play Design
Bauer RNG compressors are available in modular skid-mounted units that include:
Multi-stage gas compression
Gas drying and filtration
Control and monitoring systems
Safety valves and gas leak detection
These units are factory-tested, easy to install, and built for harsh outdoor environments.
4. Advanced Safety and Monitoring
Bauer’s control panels feature:
Gas composition monitoring
Overpressure shutdowns
Leak detection alarms
Remote access for diagnostics and data logging
This ensures safe operation in high-risk environments, such as landfills or farms.
5. Custom Configurations for Any Site
From 10 HP units for small farms to 200 HP systems for municipal treatment plants, Bauer can scale its systems to match production volumes and usage goals.
Real-World Example: Landfill RNG Project – Middle Tennessee
A regional landfill partnered with Bauer to convert methane from decomposing waste into a clean, sellable RNG product.
The system included:
Biogas scrubbing and drying
A Bauer oil-free high-pressure compressor
Skid-mounted design for rapid installation
Remote diagnostics for system monitoring
Results:
Captured over 3 million cubic feet of methane per month
Reduced greenhouse gas emissions by 70%
Sold RNG back to a local utility for vehicle fueling
ROI achieved in just 18 months
📞 Interested in similar results? Call Industrial Air Services at (615) 641-3100 for a consultation.
Why RNG Is a Game-Changer
Reduces emissions by capturing methane—a gas 25x more potent than CO₂
Provides a revenue stream from waste
Supports fleet sustainability goals by fueling CNG trucks and buses
Qualifies for renewable energy credits like RINs and LCFS
Enhances energy independence for farms and municipalities
By using a Bauer compressor system, you can turn what was once a liability—waste gas—into a clean, valuable energy source.
Industrial Air Services: Your Local RNG Compression Partner
As the authorized Bauer distributor in Nashville, Knoxville, and Chattanooga, Industrial Air Services offers full-service support for RNG operators, including:
Site evaluations and feasibility studies
Equipment selection and custom system design
Turnkey installation and commissioning
Routine maintenance and performance checks
Emergency repairs and technical support
We’ve helped clients across Tennessee and the Southeast turn waste into renewable energy—and profits.
📞 For support on your next RNG or biogas project, call (615) 641-3100 today.
Conclusion
Renewable Natural Gas isn’t just a clean energy trend—it’s a practical, profitable solution that’s already making a difference in communities and industries across the country. And when it comes to the critical task of compressing that gas, Bauer Compressors offers unmatched reliability, safety, and efficiency.
This blog is proudly provided by Industrial Air Services, your trusted partner for Bauer RNG and biogas compression systems in Nashville, Knoxville, and Chattanooga. Whether you’re starting a new RNG project or upgrading an existing one, we’re here to help. Call (615) 641-3100 to get started today.
The Importance of Oil-Free Air in Medical and Laboratory Settings: Bauer’s Commitment to Purity
In medical and laboratory environments, there's no room for compromise—especially when it comes to air quality. Whether it’s powering surgical tools, supporting respiratory equipment, or maintaining a sterile lab environment, the purity of compressed air plays a vital role in ensuring patient safety, research integrity, and regulatory compliance.
Even the smallest trace of oil, moisture, or particulates in compressed air can cause costly contamination, damage sensitive equipment, or violate industry standards. That’s why hospitals, clinics, pharmaceutical labs, and research institutions rely on oil-free air compressor systems, and why Bauer Compressors has become a trusted name in delivering ultra-pure, reliable, and efficient air for these high-stakes applications.
In this article, we’ll examine why oil-free air is so critical in healthcare and science, how Bauer’s compressor systems are engineered for maximum purity, and how Industrial Air Services, with locations in Nashville, Knoxville, and Chattanooga, helps facilities install, maintain, and optimize these essential systems.
📞 For consultation or service, call (615) 641-3100 today.
Why Oil-Free Air Matters
Unlike industrial settings where a small amount of oil residue might be acceptable, medical and lab environments have zero tolerance for contamination.
Contaminated air can:
Spread bacteria and pathogens
Compromise surgical procedures or lab tests
Damage equipment or materials
Result in non-compliance with regulatory standards
Endanger lives or invalidate research
To avoid these risks, compressed air used in medical and lab settings must be 100% oil-free, dry, and filtered—meeting or exceeding stringent standards such as:
ISO 8573-1 Class 0 (for oil-free air)
NFPA 99 (for medical gas systems)
FDA and USP guidelines (for pharmaceutical and cleanroom air)
Applications That Rely on Oil-Free Air
In Healthcare Facilities
Operating rooms: Surgical tools powered by pneumatic systems must be oil-free to avoid contaminating open wounds or sterile fields.
Respiratory support: Patients on ventilators or oxygen therapy must not inhale oil-laden air, which could lead to serious health complications.
Dental offices: Drills and air tools must run on pure, oil-free air to protect patients and reduce equipment wear.
Emergency rooms and ICUs: Consistent, clean air is required for patient support systems around the clock.
In Laboratories and Research
Pharmaceutical production: Air purity is essential to prevent cross-contamination of sensitive formulations.
Biotech labs: Experiments involving cultures or genetic material require controlled environments free from oil or particles.
Cleanrooms: Any airborne contamination can disrupt processes and destroy valuable materials.
Analytical testing: Instruments like mass spectrometers require clean compressed air to function accurately.
In all of these scenarios, a reliable source of oil-free compressed air is non-negotiable.
How Bauer Delivers True Oil-Free Performance
Bauer has long been recognized for its engineering expertise in high-pressure and oil-free air systems, and their products for the medical and laboratory sectors are no exception. Here's how Bauer systems ensure air purity and performance:
1. True Oil-Free Compression Technology
Bauer compressors are built with oil-free compression chambers, meaning oil is not used at any stage of the compression process. This eliminates the risk of:
Oil vapor contaminating air
Oil carryover into tools or patient devices
Maintenance-intensive filtration systems
This design ensures ISO Class 0 purity, the highest air quality classification available.
2. Integrated Filtration and Drying
Bauer systems include multi-stage filtration, including:
Particulate filters
Coalescing filters
Activated carbon filters
Optional desiccant or refrigerated dryers
These components work together to remove moisture, oil vapor, dust, and bacteria—ensuring air that is clean, dry, and safe for medical and lab use.
3. Ultra-Quiet, Low-Vibration Operation
Hospitals and labs often require compressors to operate near patients or research environments. Bauer’s oil-free compressors are engineered for:
Low noise output
Minimal vibration
Compact footprints
This makes them ideal for installation in sensitive spaces like dental operatories or cleanroom corridors.
4. Digital Control and Monitoring
Bauer’s B-CONTROL system allows users to:
Monitor air quality metrics in real time
Receive alerts for pressure or filter issues
Schedule preventive maintenance
Ensure 24/7 reliability in mission-critical environments
Remote access options also allow system performance to be monitored from building management or hospital control rooms.
Real-World Example: Outpatient Surgery Center – Knoxville, TN
A regional outpatient surgery center needed to replace an aging air compressor that failed an ISO purity test. Industrial Air Services installed a Bauer oil-free scroll compressor system with dual filtration and integrated digital monitoring.
Results:
Passed ISO Class 0 certification within two weeks
Reduced system noise by 40%
Improved uptime and operator control
Enabled automatic alerts for filter maintenance
📞 To schedule a site assessment or system upgrade, call (615) 641-3100.
The Cost of Contamination
Some facilities make the mistake of using standard or lubricated air compressors, adding after-the-fact filtration in an attempt to meet purity needs. But even the best filters can't always remove all traces of oil mist, and failure to maintain them can result in:
Mold and microbial growth inside piping
Expensive tool or instrument damage
Legal or regulatory violations
Rejected test results or ruined experiments
Patient harm and potential liability
With Bauer's oil-free systems, purity is built into the design, eliminating the guesswork and risk.
The Role of Industrial Air Services
As the authorized distributor for Bauer Compressors in Nashville, Knoxville, and Chattanooga, Industrial Air Servicesprovides:
Site consultation and air quality assessments
System sizing and equipment selection
Installation, commissioning, and validation
Preventive maintenance and emergency service
Filter replacement and air purity testing
Whether you're retrofitting a single lab bench or outfitting an entire hospital wing, our team ensures your air system is compliant, efficient, and worry-free.
📞 Call (615) 641-3100 to speak with an expert today.
Conclusion
In healthcare and scientific research, air purity is more than a performance spec—it’s a safety standard. Bauer Compressors, with their oil-free technology and ultra-clean air delivery, are trusted by institutions worldwide for their unmatched reliability and compliance.
This blog is proudly provided by Industrial Air Services, your local source for Bauer oil-free air systems in Nashville, Knoxville, and Chattanooga. To request a consultation, schedule service, or learn more about medical and lab compressor options, call (615) 641-3100 today.
Customized Compression Solutions: How Bauer Tailors Systems for Diverse Industrial Needs
In today’s fast-paced industrial landscape, a one-size-fits-all approach rarely works—especially when it comes to compressed air and gas systems. Whether you're operating a medical research lab, a plastics manufacturing plant, or a renewable energy site, your operation has unique requirements. That’s why leading companies across industries turn to Bauer Compressors, not just for their off-the-shelf equipment, but for their unmatched ability to design custom compression solutions that meet exact specifications.
With more than 75 years of engineering excellence, Bauer Compressors is recognized globally for its robust, scalable, and precision-engineered compressor systems. But what sets Bauer apart is its commitment to customization—offering tailored systems built from the ground up to match the application, environment, and user goals.
In this article, we’ll explore what makes Bauer’s custom solutions so effective, how the customization process works, and how Industrial Air Services, with locations in Nashville, Knoxville, and Chattanooga, helps clients across the Southeast get the exact system they need—down to the last bolt.
📞 For custom compressor solutions, call (615) 641-3100 to talk to a local expert today.
Why Customization Matters in Air & Gas Compression
Industrial and specialty applications often come with unique demands:
Specific pressure and flow requirements
Limited physical space for installation
Extreme environmental conditions
Industry compliance and certification needs
Multi-gas handling (hydrogen, methane, nitrogen, etc.)
Integration with automation and control systems
In these cases, standard products won’t cut it. Bauer’s modular design philosophy and in-house engineering team make it possible to develop tailored compressor systems that do exactly what’s needed—safely, efficiently, and reliably.
Industries That Benefit from Customized Systems
Manufacturing & Automation
Plants requiring non-standard pressures, integrated air drying, or noise-reduction enclosures often need more than off-the-shelf compressors.
Plastics & Gas Injection Molding
Gas-assisted injection systems require ultra-precise pressure control and timing to form strong, lightweight parts. Bauer provides custom nitrogen compression and storage setups for these facilities.
Renewable Energy & RNG
Biogas, hydrogen, and CNG operations demand gas-specific safety features, advanced filtration, and corrosion-resistant components.
Military & Tactical Operations
Defense applications may need portable, skid-mounted, or explosion-proof systems, often for mobile or remote use.
Medical & Research Facilities
Labs and medical environments require oil-free, ultra-clean air systems with compact footprints and strict compliance with ISO and FDA standards.
Fire Departments & Emergency Services
SCBA fill stations must be reliable, compact, and designed for high-frequency use under rugged conditions—especially in mobile units or temporary setups.
What Makes Bauer’s Custom Solutions Stand Out?
1. Modular Engineering
Bauer’s base components—compressor blocks, air purification systems, control panels, storage, and monitoring tech—are designed to be modular. This allows the engineering team to:
Combine components into a custom package
Match physical space constraints
Scale up or down based on air/gas demand
Offer redundancy where uptime is critical
Whether you need a simple vertical compressor system or a complete gas compression and storage solution, Bauer can configure it precisely.
2. In-House Design and Manufacturing
Unlike many companies that outsource their modifications, Bauer handles design, fabrication, and testing in-house—primarily at their U.S. headquarters in Norfolk, VA. This ensures:
Faster turnaround on custom builds
Tighter quality control
Complete performance testing before shipment
Streamlined integration with U.S. safety codes and regulations
3. Control Systems Built for Integration
All custom systems include Bauer’s B-CONTROL II digital interface, which offers:
Custom programming for sequencing and alarms
Integration with building automation or SCADA systems
Data logging and remote access
Flexible interface options: touchscreens, hardwired panels, mobile compatibility
This gives operators full control over compressor performance and system diagnostics—even for highly complex multi-compressor setups.
4. Industry Certifications & Compliance
Bauer understands the compliance landscape. Custom solutions can be built to meet:
NFPA standards for breathing air systems
ASME and DOT regulations for pressure vessels
ISO Class 0 air purity standards
FDA requirements for air used in pharmaceutical production
OSHA and CSA standards for workplace safety
Real-World Example: Multi-Gas Research Facility
A research facility in Knoxville required a multi-gas compressor system capable of handling both hydrogen and nitrogen. The setup needed to fit in a small lab space, comply with federal safety regulations, and offer both automatic and manual fill modes.
Bauer designed and built a dual-compressor skid-mounted system with integrated gas-specific filtration, dual B-CONTROL units, explosion-proof enclosures, and remote monitoring. Industrial Air Services handled the installation and commissioning.
Results:
Fully code-compliant and passed all inspections
30% faster test cycle time thanks to improved compression rates
Remote support and diagnostics integrated from day one
📞 For help with multi-gas systems, call Industrial Air Services at (615) 641-3100.
The Customization Process
Bauer’s tailored systems follow a proven process:
Needs Assessment – Industrial Air Services meets with your team to understand space, air/gas requirements, and operational goals.
Engineering Consultation – Bauer engineers develop a conceptual design and bill of materials.
Proposal & Quotation – A full quote is delivered, with options for upgrades and expansion.
Fabrication & Testing – Your system is built and tested under simulated conditions.
Delivery & Installation – Industrial Air Services delivers and installs the system, ensuring fit and function.
Training & Support – Operators are trained, and maintenance programs are put in place.
Why Work With Industrial Air Services?
As Bauer’s regional expert for Nashville, Knoxville, and Chattanooga, Industrial Air Services brings local experience and hands-on support to your custom system build. We offer:
On-site consultation and walkthroughs
Custom system design collaboration
Turnkey installation and commissioning
Long-term service and maintenance contracts
24/7 emergency response for mission-critical operations
Whether you need to fit a compressor in a tight mezzanine, integrate gas handling with your control room, or scale up production, we’ll help you get it right.
📞 Ready to start planning your custom Bauer system? Call (615) 641-3100 today.
Conclusion
Off-the-shelf compressor systems are fine—for off-the-shelf problems. But when your operation demands custom pressure, flow, layout, or compliance, you need a partner who can deliver more than standard equipment.
Bauer Compressors, backed by Industrial Air Services, offers the engineering strength, flexibility, and local expertise to build custom compression solutions that fit your exact application—no compromises required.
This blog is proudly provided by Industrial Air Services, your source for Bauer compressor systems in Nashville, Knoxville, and Chattanooga. For expert help on custom solutions, call (615) 641-3100 now.